沙伯基础创新 LEXAN EXL1112 耐低温PC 高流动性

- ¥36.80
- 2020-09-10 09:46:00
- 沙伯基础创新
- 广东
- 陈生 18575992321
- 东莞市天羽化工有限公司销售部

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
LEXAN Copolymer EXL1112 物性表
由sabic提供
外观:不透明 ;可用颜色
加工方式:注射成型
密度:1.19g/cm3
熔融体积流量(MVR) (300°C/1.2 kg)17 g/10 min
收缩率
横向流量 : 3.20 mm 0.4到0.8%
流量 : 3.20 mm 0.4到0.8%
吸水率
平衡, 23°C, 50% RH 0.15 %
饱和, 23°C 0.35 %
机械性能:
拉伸模量 2150 MPa
抗张强度
屈服 58 MPa
断裂 58 MPa
伸长率
断裂 110%
屈服 5.8%
弯曲模量 2320 MPa
沖击性能:
悬壁梁缺口沖击强度
23°C 55 kJ/m2
-30°C 20 kJ/m2
热性能
热变形温度
1.8 MPa, 未退火, 3.20 mm 123 ℃
1.8 MPa, 未退火, 4.00 mm 125℃
特性:耐寒级PC,共聚物,快速成型,易加工性,高流动性
用途:电子显示器,电气/电子应用领域
产品说明:
LEXAN EXL1112聚碳酸酯(PC)硅氧烷共聚物树脂是一种高流动性不透明注塑(IM)级。这种树脂具有良好的低温(-20℃)延展性,并具有出色的加工性和释放性,并且具有更短的机会


注塑加工参数:
干燥温度 120 ℃
干燥时间 3到4 hour
建议水分含量 0.020 %
建议注射量 40到60 %
料筒后部温度 270到295 ℃
料筒中部温度 280到305 ℃
料筒前部温度 295到315 ℃
射嘴温度 290到310 ℃
加工(熔体)温度 295到315 ℃
模具温度 70到95 ℃
背压 0.3到0.7 MPa
螺桿转速 40到70 rpm
排气孔深度 0.025到0.076 mm
优点
1.高强度及弹性系数、高沖击强度、使用温度范围广。
2、高度透明性及自由染色性。
3、电气特性优。
汽 车: 保险桿、分电盘、安全玻璃。
4、无味无臭对人体无害符合卫生安全。
5、成形收缩率低、尺寸安定性良好 。
电子电器:CD片、开关、家电外壳、信号筒、电话机。
工业零件:照相机本体、机具外壳、安全帽、潜水镜、安全镜片
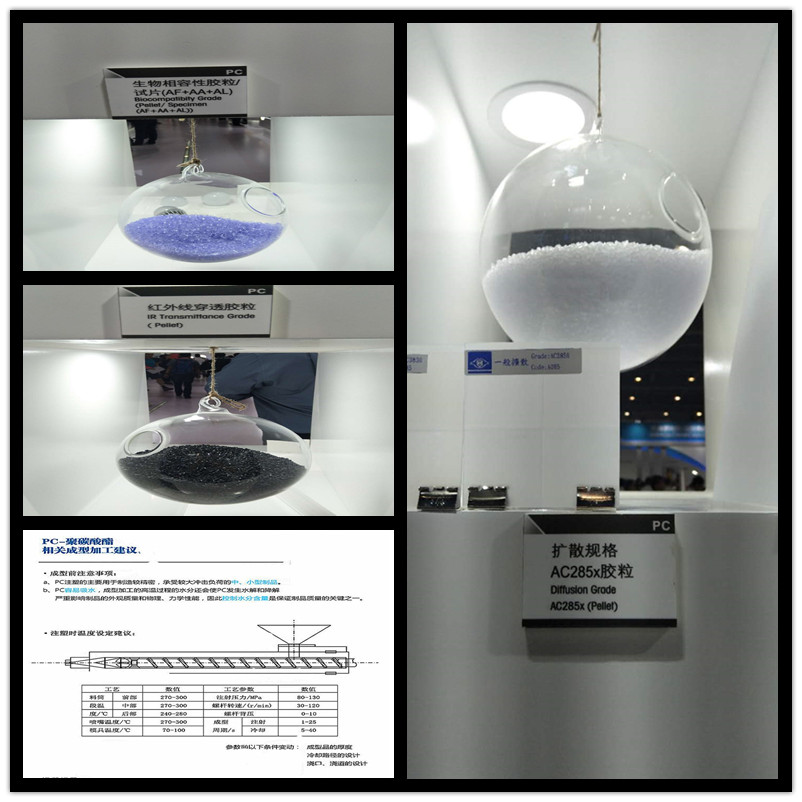
PC塑胶原料注塑工艺
塑料的处理
PC塑胶原料的吸水率较大,加工定要预热干燥,纯PC干燥120℃,改性PC一般用110℃温度干燥4小时以上。干燥时间不能超过10小时。一般可用对空挤出法判断干燥是否足够。再生料的使用比例可达20%。在某些情况下,可的使用再生料,实际份量要视制品的品质要求而定。再生料不能同时混合不同的色母粒,否则会严重损坏成品的性质。
模具及浇口设计
常见模具温度为80-100℃,加玻纤为100-130℃,小型制品可用针形浇口,浇口深度应有厚部位的70%,其它浇口有环形及长方形。浇口越大越好,以减低塑料被过度剪切而造成缺陷。排气孔的深度应小于0.03-0.06mm,流道尽量短而圆,脱模斜度一般为30′-1左右。
熔胶温度
可用对空注射法来确定加工温度高低。一般PC塑料加工温度为270-320℃,有些改性或低分子量PC塑胶原料为230-270℃。
注射速度
多见用偏快的注射速度成型,如打电器开关件。常见为慢速-快速成型。
背压
10bar左右的背压,在没有气纹和混色 下可适当降低。
滞留时间
在高温下停留时间过长,物料会降质,放也CO2,变成黄色。勿用LDPE、POM、ABS或PA清理机筒。应用透明PS清理。
注意事项
有的改性PC塑胶原料,由于回收次数太多(分子量降低)或各种成分混炼不均,易产生深褐色液体泡。
- 基础创新塑料(美国)
- 沙伯基础创新
- 工程塑料
- 广东
- 陈生
沙伯基础创新信息
-
 高透明真空袋批发佛山空白可印刷真空袋图片¥ 0.21
高透明真空袋批发佛山空白可印刷真空袋图片¥ 0.21 -
 富锦树德厂家垂直拉紧车式拉紧量大优惠¥ 540
富锦树德厂家垂直拉紧车式拉紧量大优惠¥ 540 -
 土工布生产厂家无纺土工布价格土工布厂家价格¥ 2.5
土工布生产厂家无纺土工布价格土工布厂家价格¥ 2.5 -
 常德网络推广外包原来是这么回事,乱来可是不行的哦面议
常德网络推广外包原来是这么回事,乱来可是不行的哦面议 -
 东莞东城区围墙搭建,东城区工厂雨污分流设计施工¥ 59
东莞东城区围墙搭建,东城区工厂雨污分流设计施工¥ 59 -
 (钱币)个人私下交易花莲县袁大头双旗现金收购-¥ 88888
(钱币)个人私下交易花莲县袁大头双旗现金收购-¥ 88888









