环保卫生穿孔排泥管昭通定制ABS穿孔排泥管电话



1/5
- ¥100.00
- 2024-12-28 06:06:16
- ABS穿孔排泥管
- 程佩华 18888230997
- 禹城市晟元塑业有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
禹城市晟元塑业有限公司是从事各种热塑性塑料产品的挤出,注塑加工生产企业。
本厂拥有多条生产线,同时设有模具加工部,可按照客户图纸、样品等资料开发模具。
穿孔管眼直径可采用20~35mm。孔眼间距与沉泥含水率及孔眼流速有关,一般采用0.2~0.8m。孔眼多在穿孔管垂线下侧成两行交错排列。平底池子时,两行孔眼可采用45度或60度夹角;斗底池子宜用90度。全管孔眼按同一孔径开孔。孔眼流速一般为2.5~4m/s。
穿孔管中心间距与孔眼的布置、孔眼作用水头及池底结构等因素有关。一般平底池子可采用1.5~2m,斗底池子可采用2~3m。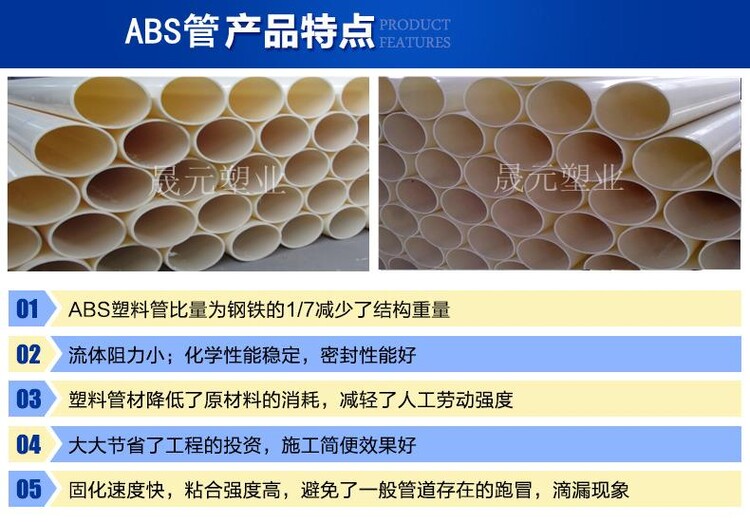
ABS穿孔管全长采用同一管径,一般为150~300mm.为防止穿孔管淤塞,穿孔管管径不得小于150mm.
穿孔管末端流速一般采用1.8~2.5m/s
排泥周期与原水水质、泥渣粒径、排出泥浆的含水率及允许积泥深度有关。当原水浊度低时,一般每日至少排放一次
用刷子涂粘结剂于管子及管件的结合面,一般涂两次,第二次涂抹应在次涂抹后快速涂上以免粘结剂固化;粘结剂的涂抹量应管子承插后在接口边缘均匀挤出微量成环状。根据其胶水的特性,在适当的时间内插入管子,承插过程中应注意管子插入的轴向平直性,使接合面均匀结合。大口径管段承插时容易产生轴向偏离现象,管段轴向线性应严加控制。管子插入管件中,稍微转一下角度(旋转角度不应太大),紧握一段时间使其固化,一般为10秒至3分钟,依管径大小而定;在此过程中不应使管子受到任何外力的干扰。
- SY
- ABS穿孔排泥管
- 建筑塑料
- 程佩华
禹城市晟元塑业有限公司为你提供的“环保卫生穿孔排泥管昭通定制ABS穿孔排泥管电话”详细介绍



