赤峰五原县出售橡塑海绵,橡塑海绵防火阻燃



- 面议
- 2024-12-18 11:14:06
- 橡塑海绵橡塑板材
- 刘玉强 13664869200
- 红山经济开发区鸿业保温材料经销处

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
A为焦烧时间,AB为热硫化的前期,BC为热硫化的中期,CD为热硫化后期,D为正硫化点。如果在A点前发泡,此时胶料尚未开始交联,赫度很低,气体容易跑掉,得不到气孔。当在AB阶段发泡时,这时薪度仍然较低,孔壁较弱,容易造成连孔。如果在BC阶段发泡,这时胶料已有足够程度的交联,豁度较高,孔壁较强,就会产生闭孔海绵。若在D点开始发泡,这时胶料已全部交联,赫度太高,也不能发泡。因此根据发泡剂的分解速度来调整硫化速度。
发泡早于硫化时,大量气体分解出来时,橡胶分子仍处于未交联的自由状态,形成的气孔在分解出来的气体的猛烈地冲击下孔壁塌陷或破裂,部分气体由橡胶表面跑掉,造成发泡不足和表面不光滑,形成不均匀的大孔及表皮非常薄的制品;若硫化早于发泡时,当发泡剂开始分解产生气体时,胶料已产生相当程度的交联,胶料薪度增大,发泡剂分解出来的气体受硫化橡胶的束缚难以使橡胶起泡,发泡困难,造成发泡不足。其结果是所生产出来的海绵为厚表皮的小孔制品,发泡程度低、硬度高、弹性低。因此,适当调节硫化速度很重要,因它对海绵橡胶的密度(发泡倍率)、吸水率(开孔气泡增加而吸水率增大)和表皮状态是否良好有影响。
混炼胶的熟化制造海绵橡胶的技术关键就是混炼胶的熟化。;在海绵橡胶生产过程中,混炼胶熟化极为重要。所谓熟化就是在生胶中加入配合剂混炼后,使混炼胶停放一段时间,可缓和其在加工等过程中产生的残余变形,增进配合剂(发泡剂、硫黄、促进剂等)的溶解和迁移稳定性,使其物理性能、加工性能等得到改善。 赤峰销售电话: 河北销售电话: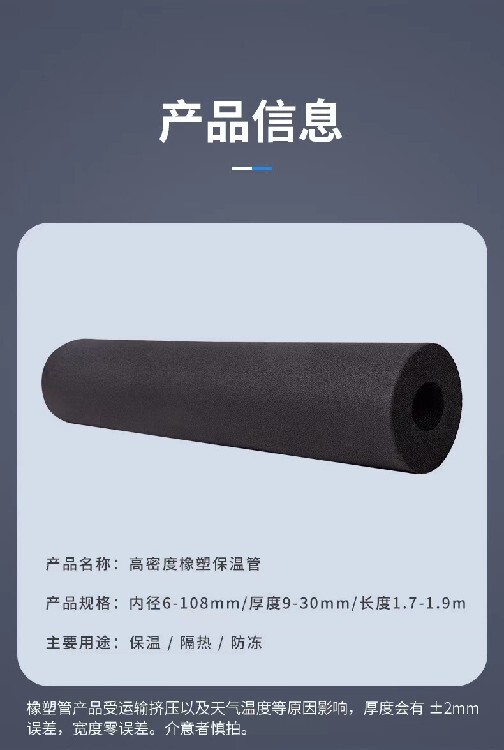
一般工业用双面胶,可分压克力胶系及橡胶胶系两大类。而此两大类,又都可分有基材及无基材两种型态(有基材:于胶中加上一层棉质,加强双面胶本身胶量及强度、无基材:纯胶质,确保双面胶之透明度)。因橡胶胶系的主体为CR,用于橡胶制品,极易与橡胶之硫化系统,产生反应而变紫色。所以较淡颜色的橡胶制品,均采用压克力胶系中的有基材双面胶(同种类的双面胶,无论有基材或无基材,均以其本身胶质厚度做区分)。 赤峰销售电话: 河北销售电话:
生胶可分别为天然橡胶及合成橡胶两大类。 1.天然橡胶:由橡胶树干切割口,收集所流出的胶浆,经过去杂质、凝固、烟熏、干燥等加工程序,而形成的生胶料。 2.合成橡胶:由石化工业所产生的副产品,依不同需求,合成不同物性的生胶料。常用的如:SBR、NBR、EPDM、BR、IIR、CR、Q、FKM等。但因合成方式的差异,同类胶料可分出数种不同的生胶,又经由配方的设定,任何类型胶料,均可变化成千百种符合制品需求的生胶料。 天然橡胶来自热带和亚热带的橡胶树。由于橡胶在工业、农业、领域中有重要作用,因此它是重要的战略物资,这促使缺乏橡胶资源的国家率先研究开发合成橡胶。
依橡胶成品所处的环境条件,随时间的经过,引起龟裂或硬化,橡胶物性退化等现象,称之为老化现象。引起老化的原因,内部因素。 内部因素:内部因素有橡胶的种类、成型方式、键结程度、配合药物的种类、加工工程中的因子等。 老化现象的防止,着重于正确的胶种选择及配方设计,外加严谨的生产理念。如此才可增加橡胶制成品的寿命,并发挥应有的特殊功能。
- 橡塑海绵橡塑板材
- 海绵
- 刘玉强