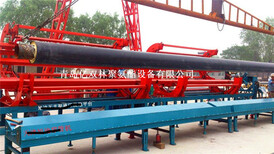
亿双林BL-180PE管材聚乙烯保温管道挤出线





- ¥1200000.00 ≥ 1台
- 2020-12-25 08:24:02
- 聚氨酯发泡机
- 亿双林
- 保温管道挤出线,PE管材聚乙烯保温管
- 亿双林 18669872377
- 青岛亿双林聚氨酯设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
岛亿双林聚氨酯设备有限公司生产聚氨酯保温管设备,亿双林BL-180 PE管材聚乙烯保温管道挤出线具有挤出,低耗能,产量高等优点,外形美观,配备德国西门子PLC电脑集成控制,具有远程诊断,一键启动,自动化程度高。PE保温管设备在生产中稳定可靠。真空定径法生产保温管是业内的一种,聚氨酯保温管设备主要有挤出机、机头、模具、真空定径箱、牵引机等组成,有着简单的生产工艺、非常可靠、技术也比较成熟,并且工作起来有很高的安全性能。
聚氨酯直埋保温管有十分的优点:
1、聚氨酯直埋保温管保温性能好,热损失仅为传统管材的25%,长期运行可节约大量能源,显著降低能源成本。
2、具有很强的防水和耐腐蚀能力,不需附设管沟,可直接埋入地下或水中,施工简便迅速,综合造价低。
3、在低温条件下也具有良好的耐腐蚀和耐冲击性,可直接埋入地下冻土。
4、使用寿命可达30-50年,正确的安装和使用可使管网维修费用极低。
5、可设置报警系统,自动检测管网渗漏故障,准确指示故障位置并自动报警。
6、使用寿命可达30-50年。管径:DN15--DN600 厚度:15--50mm 用途:集中供热管道、制冷管道、工业管道等。
防腐管道聚氨酯保温管生产厂家制作工艺流程:
制作工艺,先生产出高密度聚乙烯外护管,然后在聚乙烯外护管与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的“两步法”。
制作流程:钢管除锈--聚氨酯发泡--成形--成品检测--入库
1、除锈
2、穿管及支架捆扎:
A.按芯管和保温层选定的高密度聚乙烯外护管→。
B.除锈处理后的钢管→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入高密度聚乙烯外护管内,直至芯管两端裸露部分均为150mm-250mm。
C.将符合芯管直径和保温层厚度的卡头(内涨或外卡)封堵在管道两端并将其锁紧。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3、聚氨酯浇注发泡:
调整发泡机的混合比为1:1.05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置开浇注孔→将发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品。
- 亿双林
- 保温管道挤出线,PE管材聚乙烯保温管
- 发泡机
- 亿双林
- 聚氨酯发泡机
- 亿双林
- 其它
- PS
- 1000-2000kg
- 是
- 高压空气型
- 管材挤出机
- 单螺杆
保温管道挤出线信息
-
 长治做项目计划书公司-人居环境改善资金申请报告长治面议
长治做项目计划书公司-人居环境改善资金申请报告长治面议 -
 天津环氧地坪施工旧地坪翻新水泥自流平¥ 1
天津环氧地坪施工旧地坪翻新水泥自流平¥ 1 -
 冬暖棚草莓苗什么时间种植好、冬暖棚草莓苗什么时候种植成活率高面议
冬暖棚草莓苗什么时间种植好、冬暖棚草莓苗什么时候种植成活率高面议 -
 常州市钟楼pvc护栏,pvc塑钢栏杆美好乡村需求量,全国¥ 1
常州市钟楼pvc护栏,pvc塑钢栏杆美好乡村需求量,全国¥ 1 -
 1J80软磁合金1J80精密合金批发零售¥ 180
1J80软磁合金1J80精密合金批发零售¥ 180 -
 门头沟开锁公司!门头沟开锁面议
门头沟开锁公司!门头沟开锁面议









