饶平县DN400钢带增强螺旋波纹管






- ¥12.00
- 2024-11-10 15:25:12
- HDPE
- 6m
- HDPE钢带增强螺旋波纹管,钢带螺旋波纹管,..
- 李水胜 18022166170
- 佛山市盛畅管业科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
使用钢带管时,其介质的长期温度要子45℃以下;埋地钢带管要按照柔性管的理论进行设计.同时在设计状态下管道垂直方向的变化不得大于管直径的5%;管材环刚度的选择是塑料管道设计的一项重要指标.盲目采用高环刚度不经济.对道路埋深小于1.0m的管道,还应考虑管道变形对路面的影响
钢带管的防腐层是指粘接树脂和外层,其厚度应符合CJ/T225-2006标准中的有关规定;对于管材的物理力学性能也应符合相关规定;生产钢带管所使用的原料是以PE管为主,其中仅可以加入可以提的的添加剂,其中聚乙烯的含量应在90%以上。
热熔挤出焊接是采用热风挤出焊接工具,先将钢带增强螺旋波纹管被连接两端加热,焊枪挤出熔融的聚乙烯料,把连接缝两端的聚乙烯材料熔融接成一体的连接方法。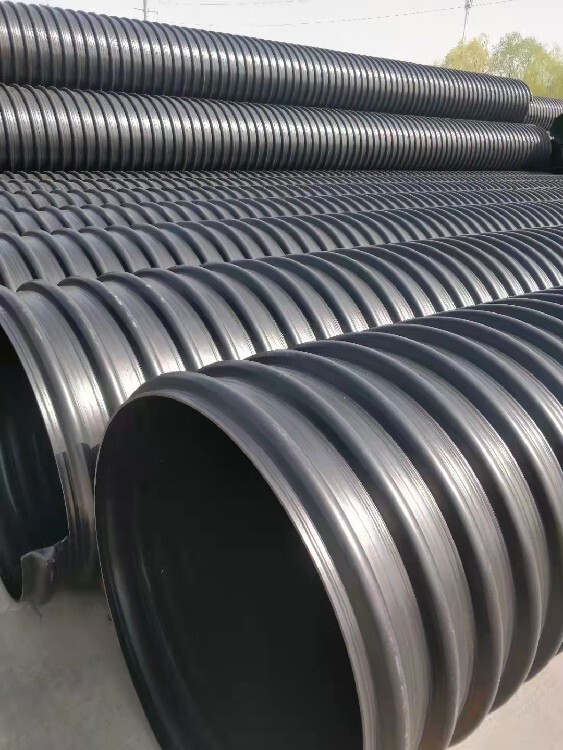
电热熔带连接时,严格按 照 电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带由生产厂配套供应其步骤如下:
1)、检查钢带增强螺旋波纹管和电热熔带是否有损伤。2)对齐管道和清除杂物。3)通过水平杆或沙袋将要连接的管道放置在离地面20~30cm处。地基上挖有操作坑的可将管道直接放置在地基上。操作坑宽为电热熔带宽2倍,深为管底下30cm。并水平对齐。4)、用洁净的布将管道的外表面和电热熔带的内壁上的杂物清除掉(包括水气),油类污物可用对PE材料焊接有邦助的溶剂擦拭。5.)用电熔带将已水平对齐的管道的要连接的部分紧紧圈住。外面再用耐热带紧固。6)将焊机的输出线端与电热熔带的连接线头相连接。7)焊接在电熔焊机上设定好时间和档位,根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在冷却期间,可以进行下一个焊接。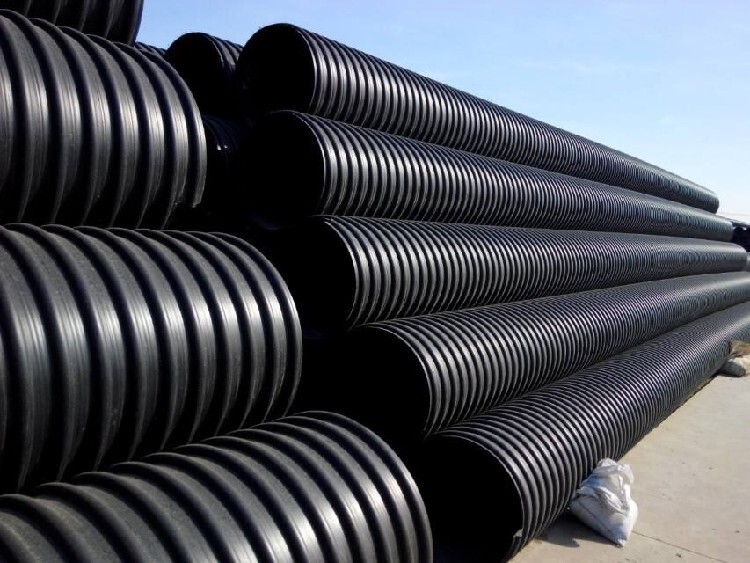
热缩管(带)的施工环境温度一般应为-20~60℃,若环境温度低于0℃,应对采取保温措施; 连接时按照热收缩管带的工艺要求进行操作其操作步骤(从一端向另一端逐渐加热)如下: 1)检查两待连接管的对接端面是否平整,要求两端面合拢后的局部间隙小于mm,如达不到要求需要进行现场修整,直到达到要求 为止2)架空两待接管端部,使其离地面或沟壁有一定距离(以加热工具在圆周方向操作方便为宜)。
将热缩管穿套在两待连接管的一端上,拉到距连接端面大于500mm的位置(此时热缩管内壁的防护纸层不能被破坏,完整,才能防止污物、灰尘和水等浸入热缩管内壁)。
打磨将两待接管距对接端面120mm长的圆柱表面层打磨粗糙、波峰和波谷糟都要用钢丝刷磨粗糙,少要打磨叁个半波节长,钢丝刷的外形应与波纹管外形一致(每一个规格配一种钢丝刷)
用清洁的布,将打磨后的管端部分擦干净。
将两对接管端面对齐并固定,不能有错位。
钢带增强聚乙烯螺旋波纹管材检验标准,一是管材外观,表面光滑,无疤痕,钢带无凸起,外层聚乙烯复合接缝处粘接牢靠,管材切割面平整,两切断面在同一轴线上,管材内壁无凹陷,内层粘结牢靠,第二管材尺寸要严格执行产品标准,螺距以管材测定环刚度为准进行调整,每根管材至少检测三次管材螺距,要对管材两端及中间位置进行螺距检测,第三管材长度要根据生产订单进行定长,管材性能,管材环刚度测量值达到生产计划要求,经过检测之后才能进行批量生产,每根管材进行管材重量称重,做好记录。
环刚度高,抗外部荷载能力强。由于管材自身的钢带结构,大大提高了管材的刚度(其大环刚度可达SN16),使管道在埋深较大的情况下不致发生变形,确保了管道质量。
连接方式,管材可使用热熔挤出焊接连接、热收缩管(带)连接、卡箍(哈夫套)连接和电熔带连接等连接方式。必要时可以结合应用两种连接方式。管道接口严密,安全可靠。管道的接口型式为承插式电热熔连接,可带水作业,更易于施工,大大的提高了管道的密封性。有利于防止砂水自管道接口渗入而形成流砂现象,有效地避免了管底砂土流失所造成的不均匀沉降。
- HDPE钢带增强螺旋波纹管,钢带螺旋波纹管,..
- PE管材
- 李水胜
- HDPE
- 6m
- 1.25Mpa
- 80℃
- 排水管
- 8mm
- 400mm
- 黑色



