赤峰敖汉旗出售橡塑海绵,橡塑海绵规格




- 面议
- 2025-03-04 19:15:38
- 橡塑海绵橡塑板材
- 刘玉强 13664869200
- 红山经济开发区鸿业保温材料经销处

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
所谓塑炼,就是从外部向生胶毕加机械剪切力,解开分子间的凝聚力,切断分子链,降低生胶的6性,使之具有一定的可塑度,使配合剂的混合和混炼加工容易进行的一道工序。塑炼分为低温塑炼和高温塑炼两种。对于EPDM等合成橡胶而言,橡胶供应商在聚合阶段就已经调整了适用于制造海绵橡胶的各种ARF33P度。因此,不需要进行塑炼。但是,对于天然橡胶,塑炼还是必需的,塑炼胶的可塑度应保持在0.56以上,这主要基于以下几点考虑:a.生胶充分的塑炼,使它便于混炼,各种配合剂能很好地分散到橡胶中去,使发泡均匀;b.高的可塑性,便于胶料发矶,在发泡的过程中阻力降低;c.能减少硫化制品的收缩性。可逸塑性的大小,对海绵底的收缩影响很大。在海绵橡胶的制造过程中,橡胶a度越低,胶料越容易膨胀,越能够制得泡孔均匀,收缩率小的海绵橡胶。 赤峰销售电话: 河北销售电话:
海绵橡胶制造过程中重要的工序之一就是想方设法让发泡剂分散均匀。炭黑的分散用导电方法和炭黑分散仪进行测定。但是,发泡剂的分散性能还没有比较容易的评估方法,仍在继续沿用过去的方法,即将混炼胶片拉长,用目测的老方法进行评价。提高分散性可采用先加发泡剂方法。
简单的说,塑料与橡胶本质的区别在于塑料发生形变时塑性变形,而橡胶是弹性变形。换句话说,塑料变形后不容易恢复原状态,而橡胶相对来说就容易得多。塑料的弹性是很小的,通常小于,而橡胶可以达到1000%甚至更多。塑料在成型上绝大多数成型过程完毕产品过程也就完毕;而橡胶成型过程完毕后还得需要硫化过程。 赤峰销售电话: 河北销售电话:
随着石油化学工业的发展,从油田气、炼厂气经过高温裂解和分离提纯,可以得到乙烯、丙烯、丁烯、异丁烯、丁烷、戊烯、异戊烯等各种气体,它们是制造合成橡胶的好原料。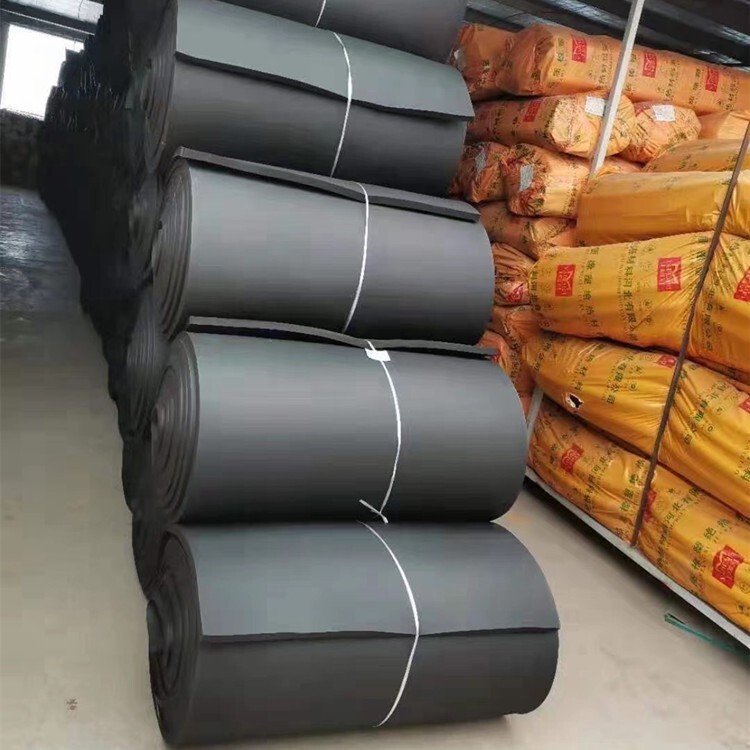
橡胶原料的配制可分三个基本过程。 1.塑炼:塑练是将生胶剪断,并将生胶可塑化、均匀化,帮助配合剂的混练作业。其效果是改善药品的分散,防止作业中产生摩擦热,而致橡胶发生焦烧现象,进而改变橡胶的加工性。 2.混炼:混练是将配合药物均匀混入塑炼完成的生胶中,而混炼的优劣,直接影响制品的良否。药物分散不均,分子结构无法完全交联,橡胶则无法达到理想的物性。 3.压出:混炼完成的生胶,经过压出作业,将胶料中含有的多余空气压出,并完成所需的厚度,以利于模具内之成型作业。
橡塑材料因其化学结构的特性,属于易燃产品,在燃烧过程中产生融滴。为了满足使用中阻燃的要求,国际上普遍采用以下的办法: 1、提高氧指数。材料的氧指数是指维持该材料持续燃烧的低氧气浓度,氧指数越高表明材料阻燃性能越好,反之则差。氧指数>26,在空气中会离火自熄,氧指数>32,在空气中很难燃烧。对易燃材料的氧指数提高一般采用的方法有:共聚法――即在分子链上通过共聚反应引入X、P、N等原子,在材料燃烧分解时产生的HX、NH3等能稀释断链产生的小分子烯烃、烷烃的密度,抑制燃烧反应的进行;接枝法――即将阻燃性好的单体通过接枝反应在易燃的分子链上,以提高其阻燃性;交联法――即将线性分子链通过交联反应在分子链间形成网状结构来达到提高氧指数的目的。橡塑材料提高氧指数的办法则是交联法。 2、加入阻燃添加剂,使其燃烧的产物隔绝空气与可燃气体,提高产品的阻燃性能。阻燃添加剂分成两种:卤系添加剂和金属氢氧化物阻燃剂。
- 橡塑海绵橡塑板材
- 海绵
- 刘玉强