赤峰宁城县橡塑海绵,橡塑海绵保温



- 面议
- 2025-03-05 14:56:46
- 橡塑海绵橡塑板材
- 刘玉强 13664869200
- 红山经济开发区鸿业保温材料经销处

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
发泡早于硫化时,大量气体分解出来时,橡胶分子仍处于未交联的自由状态,形成的气孔在分解出来的气体的猛烈地冲击下孔壁塌陷或破裂,部分气体由橡胶表面跑掉,造成发泡不足和表面不光滑,形成不均匀的大孔及表皮非常薄的制品;若硫化早于发泡时,当发泡剂开始分解产生气体时,胶料已产生相当程度的交联,胶料薪度增大,发泡剂分解出来的气体受硫化橡胶的束缚难以使橡胶起泡,发泡困难,造成发泡不足。其结果是所生产出来的海绵为厚表皮的小孔制品,发泡程度低、硬度高、弹性低。因此,适当调节硫化速度很重要,因它对海绵橡胶的密度(发泡倍率)、吸水率(开孔气泡增加而吸水率增大)和表皮状态是否良好有影响。
所谓塑炼,就是从外部向生胶毕加机械剪切力,解开分子间的凝聚力,切断分子链,降低生胶的6性,使之具有一定的可塑度,使配合剂的混合和混炼加工容易进行的一道工序。塑炼分为低温塑炼和高温塑炼两种。对于EPDM等合成橡胶而言,橡胶供应商在聚合阶段就已经调整了适用于制造海绵橡胶的各种ARF33P度。因此,不需要进行塑炼。但是,对于天然橡胶,塑炼还是必需的,塑炼胶的可塑度应保持在0.56以上,这主要基于以下几点考虑:a.生胶充分的塑炼,使它便于混炼,各种配合剂能很好地分散到橡胶中去,使发泡均匀;b.高的可塑性,便于胶料发矶,在发泡的过程中阻力降低;c.能减少硫化制品的收缩性。可逸塑性的大小,对海绵底的收缩影响很大。在海绵橡胶的制造过程中,橡胶a度越低,胶料越容易膨胀,越能够制得泡孔均匀,收缩率小的海绵橡胶。 赤峰销售电话: 河北销售电话:
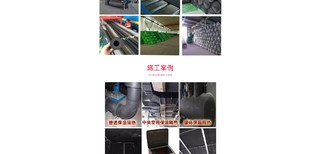
橡胶原料的配制可分三个基本过程。 1.塑炼:塑练是将生胶剪断,并将生胶可塑化、均匀化,帮助配合剂的混练作业。其效果是改善药品的分散,防止作业中产生摩擦热,而致橡胶发生焦烧现象,进而改变橡胶的加工性。 2.混炼:混练是将配合药物均匀混入塑炼完成的生胶中,而混炼的优劣,直接影响制品的良否。药物分散不均,分子结构无法完全交联,橡胶则无法达到理想的物性。 3.压出:混炼完成的生胶,经过压出作业,将胶料中含有的多余空气压出,并完成所需的厚度,以利于模具内之成型作业。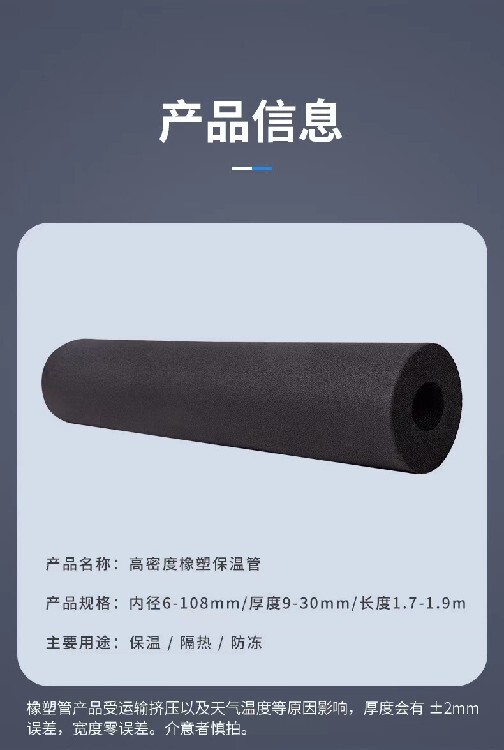
生胶分子结构为不饱和长键的弹性体,所以成型的要件中,需有适当的药品添加物及外在环境因素(如时间、温度、压力等) ,将其不饱和键破坏,再重新结合为饱和键,并以真空辅助,将内含的空气完全逼出。 如此,才可令成型的橡胶,发挥其应有的特性。若其成型过程有任何缺失(如配方错误、时间不足、温度失当等),则可造成物性流失,多余药物释出,变形,老化加速,种种严重不良现象产生。
依橡胶成品所处的环境条件,随时间的经过,引起龟裂或硬化,橡胶物性退化等现象,称之为老化现象。引起老化的原因,内部因素。 内部因素:内部因素有橡胶的种类、成型方式、键结程度、配合药物的种类、加工工程中的因子等。 老化现象的防止,着重于正确的胶种选择及配方设计,外加严谨的生产理念。如此才可增加橡胶制成品的寿命,并发挥应有的特殊功能。
卤系添加剂是指含卤素的阻燃剂,如氯系、溴系等阻燃剂,它们在火焰作用下,释放出惰性气体,隔绝氧气,从而达到阻燃的目的。但是另一方面,在高温作用下,卤系阻燃剂会因为凝聚相热分解产物不能充分燃烧,产生大量有毒腐蚀性气体,形成二次污染,虽然阻止了燃烧,但生成的烟气浓度较大,烟密度较高,产生的有毒气体再一次伤害了人们的身体健康。
- 橡塑海绵橡塑板材
- 海绵
- 刘玉强