黑龙江加工橡胶筛网报价及图片

- 面议
- 2024-11-06 16:22:32
- 山东
- 筛网
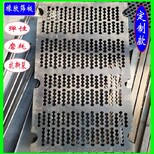
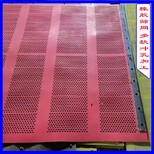
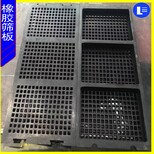
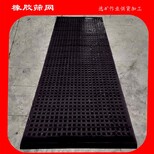
- 橡胶筛网
- 支焕柱 15554330788
- 滨州市力王筛网有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
橡胶筛网原材料的塑炼
生胶富有弹性,缺乏加工时必需的可塑性性能,因此不便于加工。为了提高其可塑性,所以要对生胶进行塑炼;这样,在混炼时配合剂就容易均匀分散在生胶中;同时,在压延、成型过程中也有助于提高胶料的渗透性〔渗入纤维织品内和成型流动性。
将生胶的长链分子降解,形成可塑性的过程叫做塑炼。
生胶塑炼的方法有机械塑炼和热塑炼两种。机械塑炼是在不太高的温度下,通过塑炼机的机械挤压和摩擦力的作用,使长链橡胶分子降解变短,由高弹性状态转变为可塑状态。热塑炼是向生胶中通入灼热的压缩空气,在热和氧的作用下,使长链分子降解变短,从而获得可塑性。
橡胶筛网的质检
1.外观检验
筛板表面应整洁,无飞过,毛剌等,且不允许有杂质,无明显划痕,泡状突起.表面纹路自然,表面无可见的微粒,无折射缺陷及浇注口印迹,流痕等. 目测和手感
2.尺寸检查
橡胶筛板尺寸按规定程序批准的产品设计图纸和各相关的GB标准制造,符合产品图样或技术文件的要求. 卷尺和卡尺
3.耐燃油性检查
样品在40OC的环境温度下,放在燃油中浸泡48h后,其本积变化率应小于10%,硬度变化为-25RHD以内,拉断强度变化率应在-35%以内,拉伸变化率在-20%以内。
橡胶筛网的质检(二)
4.耐润滑油性检查
样品在70OC的环境温度下,放在润滑油中浸泡72h后,其体积变化率在-10%~+15%之间,硬度变化为-5~+10RHD之间,拉断强度变化率应在10%以内,伸长变化率在-30%以内。
5.硬度检查
筛板硬度应符合产品图纸或技术文件的要求。常用橡胶件的材质及硬度值,仅作为一般批产件验收参考,如有特殊要求时,请以经确认的技术要求执行。
橡胶工业制品类橡胶制品:
①胶带-运输带、传送带等;
②胶管-夹布胶管、编织胶管、缠绕胶管、针织胶管、特种胶管等;
③模型制品-橡胶密封件、减震件等;
④压出制品-纯胶管、门窗密封条、各种橡胶型材等;
⑤胶布制品-生活和防护胶布制品(如雨衣)、工业用胶布制品(如矿用导风筒)、交通和储运制品(如油罐)、救生制品(如救生筏)等;
⑥胶辊:印染胶辊、印刷胶辊、造纸胶辊等;
⑦硬质胶制品:电绝缘制品(蓄电池壳)、化工防腐衬里、微孔硬质胶(微孔隔板)等;
⑧橡胶绝缘制品-电线、电缆等;
⑨胶乳制品-浸渍制品、海绵、压出制品、注模制品等;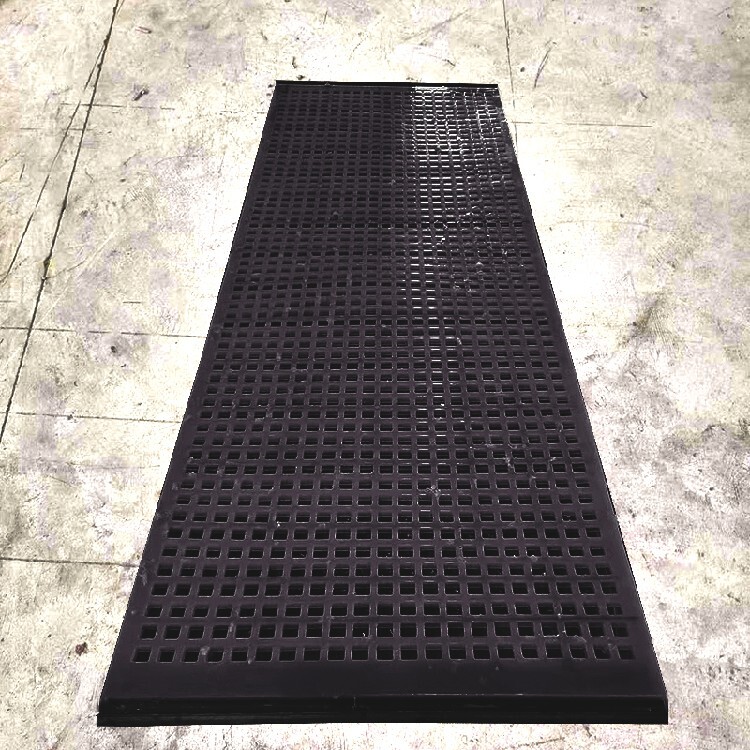
橡胶筛网在加工时,橡胶混炼的目的是什么
混炼就是依据胶料配方规定的配合剂的比率,将生胶和各样配合剂经过橡胶设施混淆在一同,并使各样配合剂平均地分别在生胶之中。胶料进行混炼的
目的就是要获取物理机械性能指标平均一致,切合配方规定的胶料性能指标,以利于下工艺操作和成质量量要求。
橡胶筛网在加工中容易出现的问题-气泡 及解决方案
常见的有大气泡和薄皮气泡两种。大气泡表现为橡胶接头体表面存在体积较大的气泡。大气泡产生的原因及解决方法如下:
1制品硫化不充分,导致橡胶制品表面有大气泡,割开其内部呈蜂窝海绵状。解决方法;延长硫化时间,提高硫化温度。硫化时有足够的压力。调整配方,提高硫化速度
2橡胶-金属粘接不良会引起粘结部位残留大量气体,加压时气体收缩。一旦撤去压力,气体扩散,橡胶层较薄且面积较大的橡胶和金属之间会出现气泡。解决方法; 以1中所述方法解决
3有气体裹入胶料,气体不易排除,随胶料一起硫化,从而在制品表面出现气泡。解决方法;增加模具合模后放气次数。对模具进行抽真空。提高混炼胶温度。采用门尼粘度较高的橡胶。入料前挑破胶料上的气泡。改进开炼机混炼工艺,尽量避免气体混入胶料。改进注压条件,使胶料能较慢的进入模具型腔。改进模具的排气槽、溢料槽等
4 胶料配方中有易挥发物。解决方法;注意调节适当的硫化条件,温度不宜太高。使用的各种原料应注意使用前的防潮工作,必要时可以进行干燥。减少使用硫化时产生气体等小分子物质的原料。减少使用低沸点的增塑剂、填充油、软化剂
薄皮气泡表现为产品橡胶部分表皮浅层存在一定数量的小气泡。薄皮气泡产生的原因及解决方法如下所示。
5硫化条件,硫化剂配合不恰当。解决方法;注意调节适当的硫化条件,温度不宜太高。调节适当的促进剂比例,不宜过高
6 混炼中部分装橡胶原辅材料的塑料袋,未融化,并均匀分散在混炼胶中。解决方法;提高混炼温度。尽量去掉塑料包装袋
- 橡胶筛网
- 振动筛网
- 支焕柱
- 山东
- 筛网
- 多种



