阳泉冲孔橡胶筛网尺寸



- 面议
- 2024-12-19 04:42:44
- 山东
- 筛网
- 橡胶筛网
- 支焕柱 15554330788
- 滨州市力王筛网有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
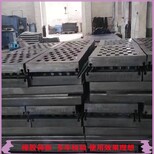
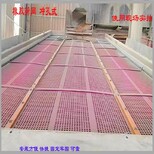
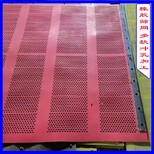
橡胶筛网制造简单,噪音低,增加了柔性度,降低了框架的重量,降低了振动筛的振动能耗,筛分率高且使用寿命长,是由橡胶混炼而成的,橡胶筛网包括边框、筛网孔、螺口和钢筋;边框上下各设有二个用于固定筛网的螺口,边框和钢筋固定在筛网孔的周边,筛网孔的每个交叉点处均固定焊接,钢筋为双钢筋结构,边框表面可以为各种颜色的橡胶,橡胶筛网中边框和钢筋的表面采用合成胶料加入橡胶配合剂混炼而成,使得橡胶与边框和钢筋之间有高强度粘结性,使橡胶筛网在工作中有很好的拉伸性;橡胶筛网的耐疲劳强度,延长了振动筛网的使用寿命,降低了工人的劳动强度和生产成本。
原材料准备:
1.橡胶筛板的主要原料是以生胶为基本材料,而生胶就是生长在热带,亚热带的橡胶树上通过人工割开树皮收集而来。
2多种配合剂:是为了改善橡胶制品的某些性能而加入的辅助材料。
3.纤维材料有〔棉、麻、毛及各种人造纤维、合成纤维和金属材料〔钢丝、铜丝是作为橡胶制品的骨架材料,以增强机械强度、限制制品变型。
在原材料准备过程中,配料按照配方称量准确。为了使生胶和配合剂能相互均匀混合,需要对材料进行加工:
生胶要在60--70℃烘房内烘软后,再切胶、破胶成小块;
配合剂有:块状的,如石蜡、硬脂酸、松香等要粉碎;
粉状的若含有机械杂质或粗粒时需要筛选除去;
液态的,如〔松焦油、古马隆需要加热、熔化、蒸发水分、过滤杂质;
配合剂要进行干燥,不然容易结块、混炼时若不能分散均匀,硫化时产生气泡,会影响产品质量;
橡胶筛网在生产上,容易出现的问题:脱胶 及解决方案
橡胶-金属粘接不良
橡胶与金属的粘结是橡胶减震产品一个重要环节,橡胶与金属的粘结原理,普遍认为在低模量的橡胶与高模量的金属之间,胶粘剂成为模量梯度,以减少粘结件受力时的应力集中。常用双涂型胶浆的底涂或单涂型胶粘剂与金属表面之间主要通过吸附作用实现粘结。底涂型和面涂型胶粘剂之间,以及胶粘剂与橡胶之间通过相互扩散作用和共交联作用而实现粘结。
橡胶-金属粘接不良的原因分析及解决方法
1 胶浆选用不对。解决方法:参考具体使用手册,选择合适的胶粘剂
2金属表面处理失败,以致底涂的物理吸附不能很好的实现。解决方法;粗化金属表面,金属粘结表面一定的粗糙度。常用的处理方法,显微镜观察表面粗糙度从大到小依次是喷砂、抛丸>磷化>镀锌.金属表面不能有锈蚀,不能粘到油污、灰尘、杂质等
3胶浆涂刷工艺稳定性差,胶浆太稀、漏涂、少涂、残留溶剂等。解决方法;注意操作,防止胶浆漏涂、少涂。
涂好胶浆的金属件应注意充分干燥,让溶剂充分挥发,防止残留溶剂随硫化时挥发,导致粘结失败。要一定的涂胶厚度,特别是面涂胶浆。这样一方面可以有充足物质使相互扩散和共交联作用充分进行;另一方面可以实现一定的模量梯度层
4配方不合理,胶料硫化速度与胶浆硫化速度不一致。解决方法;改进配方以有充足的焦烧时间。模具、配方改进,胶料以快的速度到达粘结部位。尽量采用普通、半有效硫化体系,提高硫黄用量,以实现多硫交联键。改进硫化条件(温度、时间和压力)。减少易喷霜物和增塑剂的使用,防止其迁移到橡胶表面,从而影响粘结。胶料停放时间太长,改用新鲜的胶料
5压力不足。解决方法;增大硫化压力。注意溢料口、抽真空槽的位置、尺寸,防止局部与大气过多沟通以至压力不足。模具配合紧密,防止局部压力损失过大
6胶浆有效成分挥发或固化。解决方法;硫化前需预烘的金属件,应注意预烘的时间和温度控制,过度预烘会导致反应性物质挥发和胶浆的焦烧(或固化)。操作时注意防止金属件在模具内停留时间过长
7有已硫化的胶皮、胶屑等异物混入混炼胶,随橡胶一起硫化,由小面积脱胶,引起制品大面积剥离。解决方法; 加强物料管理
- 橡胶筛网
- 振动筛网
- 支焕柱
- 山东
- 筛网
- 多种


