泰州型材散热器厂家批发,型材散热器散热系数
选择铝型材散热器,好选择高压铸铝模块组合散热器。这个散热器是一个整体压铸成型,所以没有焊接渗水问题。此外,其大的优点是产品不受社区供暖系统的限制,即使在开放式锅炉系统中也可以避免氧气腐蚀因为模块组合设计的选择,一旦室内温度不够,也可以在第二年安装.为了满足自己的需求,两片不需要像钢散热器一样更换整组暖气。
翅片拼凑:先制作翅片,然后将翅片的根部折叠在一起,压力加工后卡紧,片段紧密咬合成一个整体。这个过程可以随意制成总宽度.高翅片散热器。问题是片与片之间是分体的,导热阻大。导热性大大降低。 插入式类型:由底板和多个翅片组成。在底板的一侧铣削插槽,将翅片的一端插入插槽中,并将其卡紧。这种散热器只有少数铝板的顶部插入底板。当接触导热面积有,热阻会稍大。热阻参数的一致性也很差。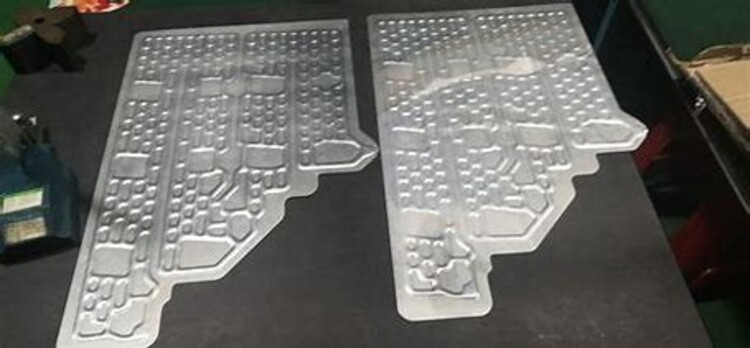
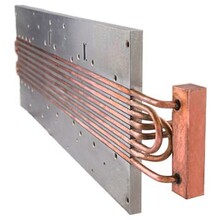
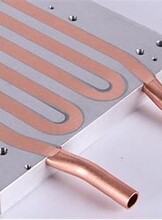
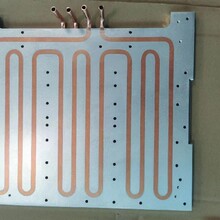
冷板(chillplate, Cold plate)是作为水冷散热系统对热影响很关键的一个部件,热设计的目的就是要在有限的空间内通过对产品流道的合理布置从而有效的降低冷板的热阻。布置流道就是要在客户的限制条件下如冷板的尺寸,流体的流量,流体特质Pump的P-Q,产品使用的环境等,满足散热性能。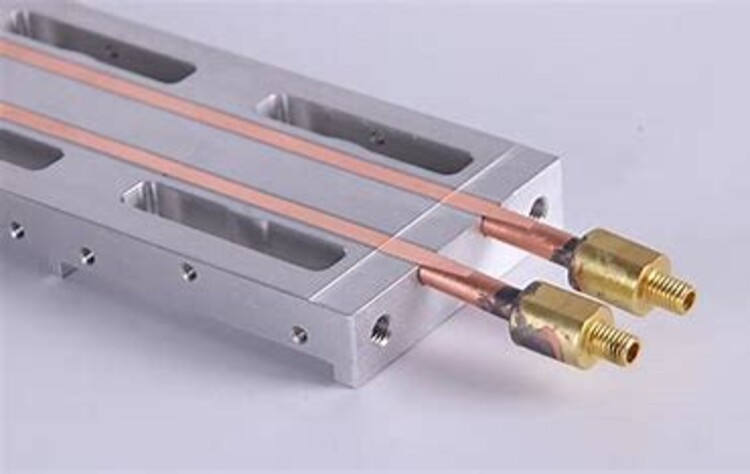
水冷板的焊接方式有:氮气保护钎焊,真空钎焊,氩弧焊,搅拌摩擦焊等。焊接方式的选用与材质和产品的厚度有关,氮气保护钎焊和真空钎焊通常适用于产品壁薄,质量小的产品如热交换器,雷达天线等,焊接母材通常选用AL3003,AL4004,AL4045,AL4043等;氩弧焊接由于起弧温度高,加上有氩气保护,可以焊接任意形式铝材,但是由于氩焊温度高,焊接的母材需比较厚,焊接时容易产生局部变形,焊缝需要后加工处理,加工面有砂眼,裂纹等缺陷。氩焊通常采用手工操作,具有不稳定性。搅拌摩擦焊接特别适用于铝合金的焊接,具有缺陷率低、绿色环保的技术特点,是厚壁较大型的冷板制作的焊接工艺。以上无论何种焊接方式,焊缝周围都需要注意材料无杂质,否则影响焊接产生缺陷。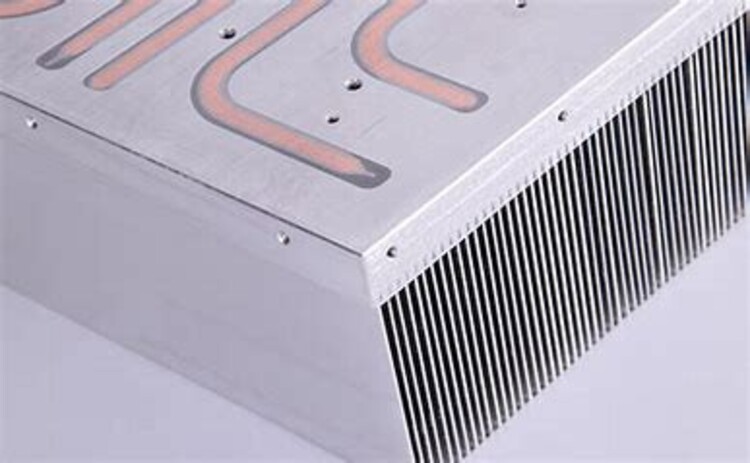
焊接设计要注意: Ø采用氩弧焊接需要开适合焊接的斜坡口; Ø钎焊、搅拌摩擦焊需要严格控制焊缝的间隙,间隙在0.05~0.10mm之间; Ø无论何种焊接方式对焊料的选择都焊料与母材的材质相近,否则因产品处于盐溶液当中产生原电池反应腐蚀焊缝。 Ø对于焊接会产生变形,焊接前产品需对厚度留有余量,以免后加工使产品尺寸无法
干燥的空气通入产品,保压2小时,产品放入水中或者焊缝涂上肥皂液观察产品是否泄露。鉴于气体的可压缩性,气体测试通常比较危险,产品若承受不了气体的高压,压缩气体瞬间释放能量会产生爆炸,该方法在实际操作中较少使用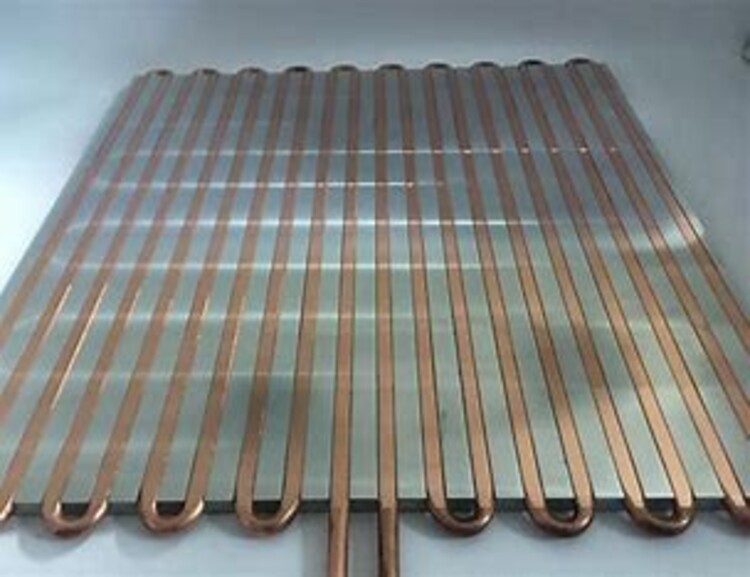
在产品首批测试的时候,由于无法知道产品确切的能抗多少压力,所以测试的时候不可一次性将产品内通入大的压力,可以逐步从低压(20%,50%测试压力)往产品内通入介质,保压3~5分钟,观察产品是否变形、泄露,后增加至测试压力,观察是否泄露变形,产品在无法抵抗压力爆裂前都会变形,可以通过量块检查平面度来检测。
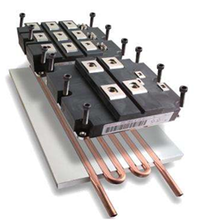
一般说来,水冷板为无风机设计,辅以动态、、智能化的冷却技术可以有效降低制冷能耗的成本,实现、准确的热量交换,其缺点是存在意外漏水的弊端,因此,对水冷板的加工制作工艺提出了很高的要求。 是一些大功率器件,如SVG、变频器、逆变器、IGBT等等,这些器件都可以使用水冷板散热器进行散热,而且散热效果非常好。
Innerfins的设计思路在功率电子电气方面应用得较多,在电池系统领域还没有看到应用的量产案例,但国内有企业在做这块。 材料这块,除了金属,有些材料企业在尝试塑料冷板的方案,这是个很有惊喜的方向,期待有量产的方案出来。