3pe防腐焊管厂防腐钢管,宏科华规格
2025-02-10 20:25:51










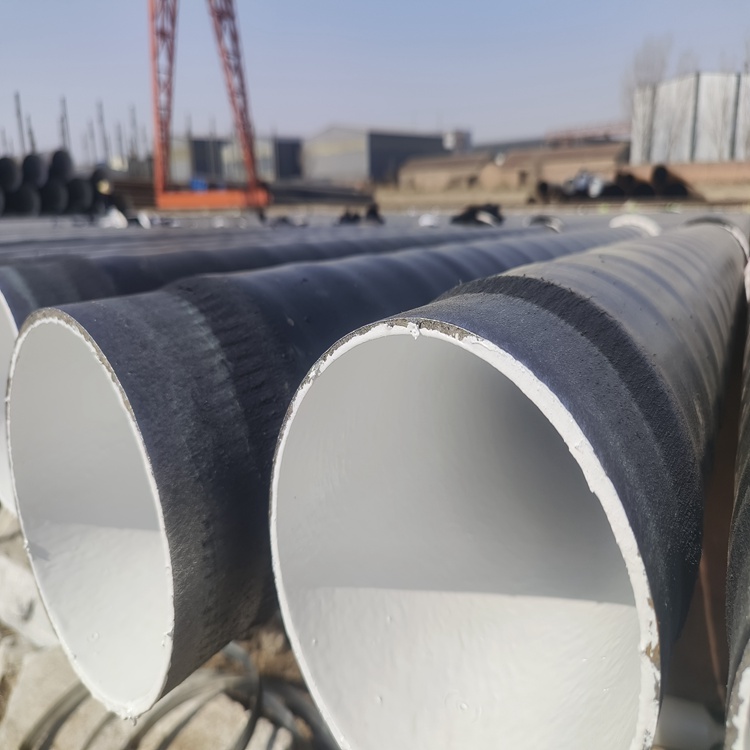

生产中出现厚度不均的原因主要有几处几口摸出料不均,钢管弯曲,控制3pe防腐管道涂层不均的情况的有效是几口挤出模使几处的防腐涂层厚度尽可能均匀,不合格钢管不上线涂敷等策略断后伸长率(σ) 在拉伸试验中,试样拉断后其标距所的长度与原标距长度的百分比,称为伸长率,以σ表示,单位为%,计算公式为:式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm3pe防腐钢管涂层厚度行业SY/T0413-2002中对厚度的均匀性没有规定,只规定了涂层的厚度值,3pe涂层涂敷中如果涂层厚度不均匀,必然会造成材料的浪费
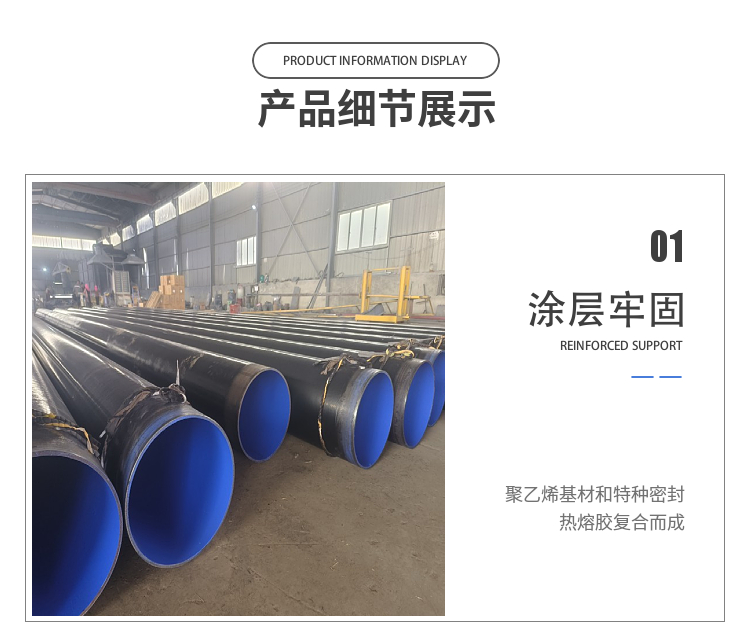
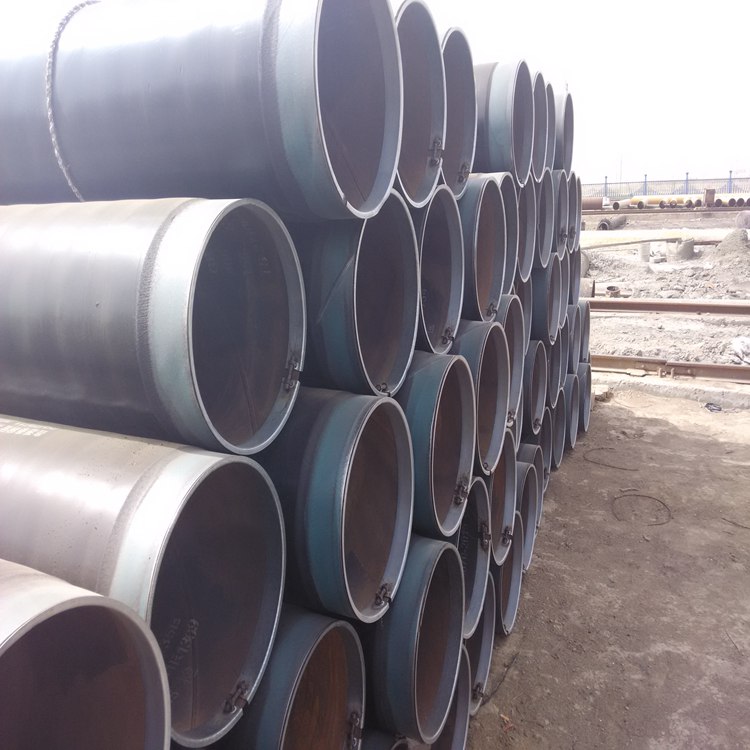
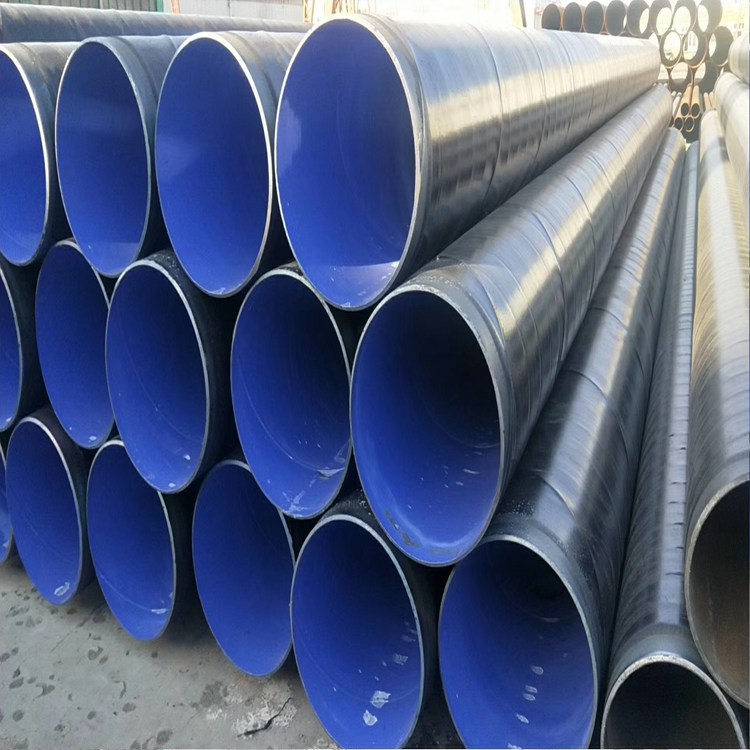
钢管知识:采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送,外控或内控辊式成型,焊缝间隙控制装置来焊缝间隙焊接要求,管径,错边量和焊缝间隙都严格的控制 根据管径的大小及温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不得60℃,这样确保熔结环氧涂层固化外PE(聚)内EP(环氧树脂)双密封焊接法兰涂塑管道生产是一次工艺成型,避免多次工艺生产造成的管道本体热量损失影响涂层的流平和涂层的附着力,并且生产时一次工艺成型会产品的性和一致性,管道的运行时间内外涂塑复合钢管产品的特点:1.基管使用的是高的钢管,而采的卫生型涂料,因此内外涂塑复合钢管使用起来卫生、不会产生化学作用,是绿色型建材
标签:3pe钢管、3pe防腐钢管
联系方式
宏科华管道装备制造有限公司