线性摩擦机模具,甘肃微型振动摩擦机模具北京振动摩擦机模具
东莞市欣宇超声波机械有限公司为您提供大量关于北京振动摩擦机模具,易碎振动摩擦机模具,等方面的信息和资料。
经营理念:
公司本着以质量求生存,靠信誉求发展的宗旨及客户服务至上的理念。经过多年的研制与开发,机器设备各方面性能经过不断的摸索和精心改良,使之投放到市场的机器设备效率、稳定。质量。赢得了广大客户的一致好评。使公司规模不断扩大,实力日益雄厚。
我们秉承“以人为本,科技创新,崇尚信誉,追求”的经营理念,公司拥有一批长期从事振动摩擦机行业的人才。公司全体同仁秉承团结务实、努力拼搏、不断创新的精神,在塑胶焊接等及非标制作焊接技术领域博采中外技术之精华,以“创产品”为质量目标、“树诚信经营”为服务宗旨,不断追求更高的目标,挑战自我、自我赢得市场。质优的产品、合理的价格、及时周到的售后服务是我们随时可为您做到。
服务宗旨:
我们将一如既往以我们真诚地希望一个电话、一个邮件是我们合作的桥梁。我们将竭诚与客户进行广泛的配合、共同合作各种产品及外销业务,达到双方交易公平、守信、互利、满意。“以人为本”是我们的管理理念。一切为用户着想,一切为用户服务。用户满意是我公司的大荣幸和大的追求!
线性摩擦机模具设备厂家,实力雄厚,品质, 欢迎您与我们共同研讨,共谋发展! XY70线性振动摩擦焊接机是于焊接大型或不规则形状热塑性工件的塑料焊接设备。该设备大可以焊接1500mm长600mm宽的大型塑料工件及多种较小尺寸塑料工件。配备数字振动变频功率源,具有自动谐振和频率自动追踪调整功率功能。
XY70线性振动摩擦焊接机是于焊接大型或不规则形状热塑性工件的塑料焊接设备。该设备大可以焊接1500mm长600mm宽的大型塑料工件及多种较小尺寸塑料工件。配备数字振动变频功率源,具有自动谐振和频率自动追踪调整功率功能。
本机使用便于操作的触摸屏控制显示及控制软件。溶接强度高,品质好,多用于大型汽车零部件、塑胶产品、家用电器、办公自动化零件业。振动摩擦机治具图如下: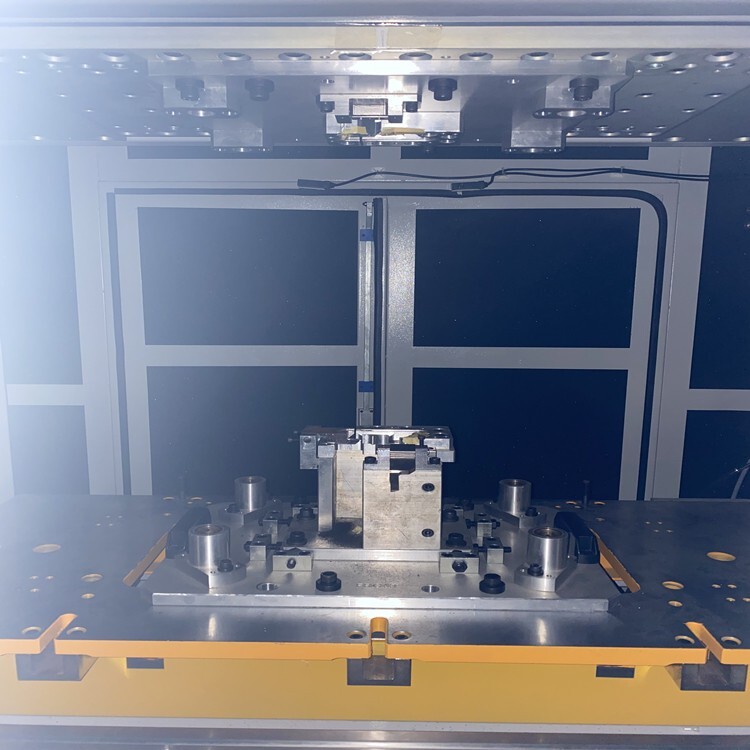 振动摩擦焊接机是通过在施加压力的状态下将线性振动能传递到热塑性塑胶产品的上下接触面,使之产生位移摩擦,所产生的摩擦热将产品完整的焊接在一起。
振动摩擦焊接机是通过在施加压力的状态下将线性振动能传递到热塑性塑胶产品的上下接触面,使之产生位移摩擦,所产生的摩擦热将产品完整的焊接在一起。
焊接过程分 4 个阶段
初期摩擦阶段
不稳定熔融阶段
稳定熔融阶段 治具安装
治具安装
打开隔音门,升降台面降至治具替换位置,把治具放在工作台面上. 把下治具对准活动平台安装孔
初次使用的治具的话,松开下治具调整螺丝.
在手动操作画面,按治具替换,在按台面上升,使台面上升之与位置决定孔.
固定上治具时,请先稍稍用力手工拧入上治具固定螺丝,同时检查螺丝是否容易旋进。如不是,把治具稍微调整治具位置直至容易旋入螺丝为止. 安装治具时,注意事项
安装治具时,注意事项
上治具
拧紧全固定螺丝
使用扭力扳手.
规定转力(Torque) : 100Nm.
上治具螺丝拧紧完,螺纹连接部长度要大概20 ~ 24mm,尽量使用合适的螺丝。
下治具
拧紧全固定螺丝
使用扭力扳手
振动板螺丝孔的固定螺丝连接部完成时,用螺旋钳的话,可能会断上治具固定螺丝。
上治具固定时,请注意拉力(Torque)
固定螺丝破损现象
不会调整频率
焊接时,频率不正常
焊接品质不好
发生噪音
治具替换后,作自动谐振
使用治具时,注意事项
治具重心安装工作台面的中心
不使用欣宇超声波制作的治具时,请先联络欣宇超声波确认设定条件 设定佳焊接条件
设定佳焊接条件
每一次只改变一种参数,这样就能判断此参数所产生的效果
检查塑件在治具中是否到位,是否有磨损或裂开等情况。每次放产品都应对准,如产品的方向没对好,焊接效果将不稳定
每次改变好是以恒定的比率改变,如 20%。如当前的焊接时间为 1.00 秒,如果焊接不完全,可将焊接时间提高到 1.20 秒。如果溢料过多,减少到 0.80 秒
塑件应采用相同的注塑模生产。每个样件都应选择佳的焊接条件以便于同一注塑模而成的其他塑件进行焊接
检查塑件,设备无法纠正无问题的塑件
设定合格的焊接质量标准,合格的标准包括焊缝、强度、水平度、气密、溢料等,根据此标准来检验产品的焊接质量