





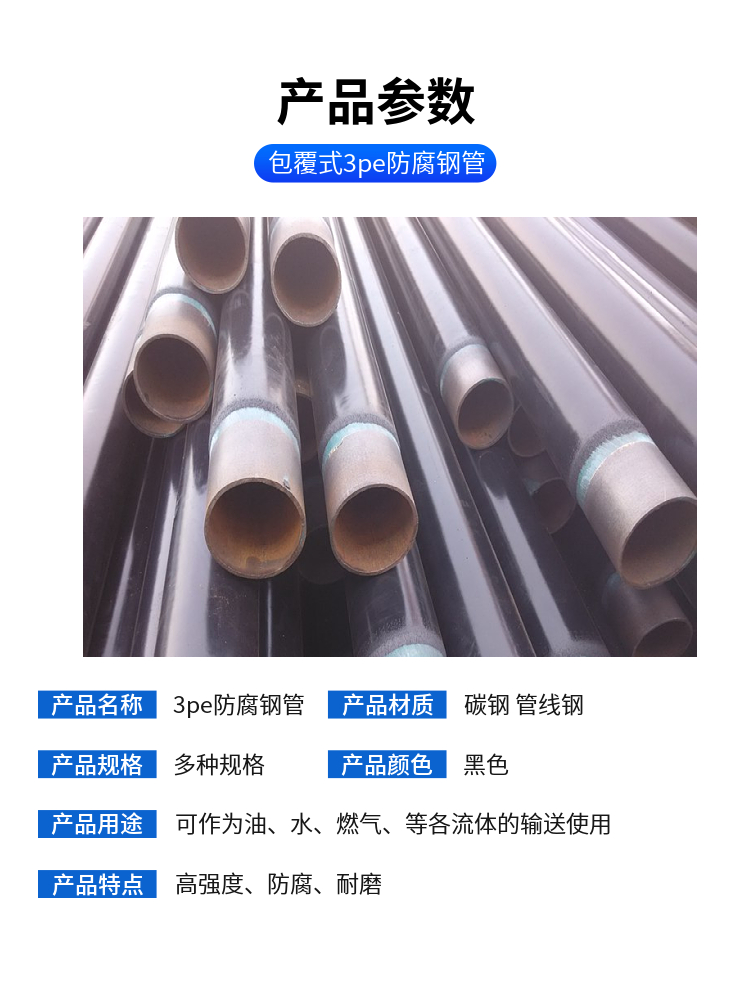
DN300挤压聚乙烯防腐螺旋钢管天然气输送用3pe防腐钢管厂家宏科华售后完善
| 供应商 | 宏科华管道装备制造有限公司 店铺 |
|---|---|
| 认证 | |
| 报价 | 人民币 30.00元每平米 |
| 壁厚 | 8 mm |
| 密度 | 100 |
| 颜色 | 黑色 |
| 关键词 | 3pe钢管,3pe防腐钢管,包覆式3pe防腐钢管,燃气3pe防腐钢管 |
| 手机号 | 18932798899 |
| 总监 | 贾经理联系时请一定说明在黄页88网看到 |
| 所在地 | 正港开发区 |
| 更新时间 | 2024-11-06 05:55:52 |
详细介绍


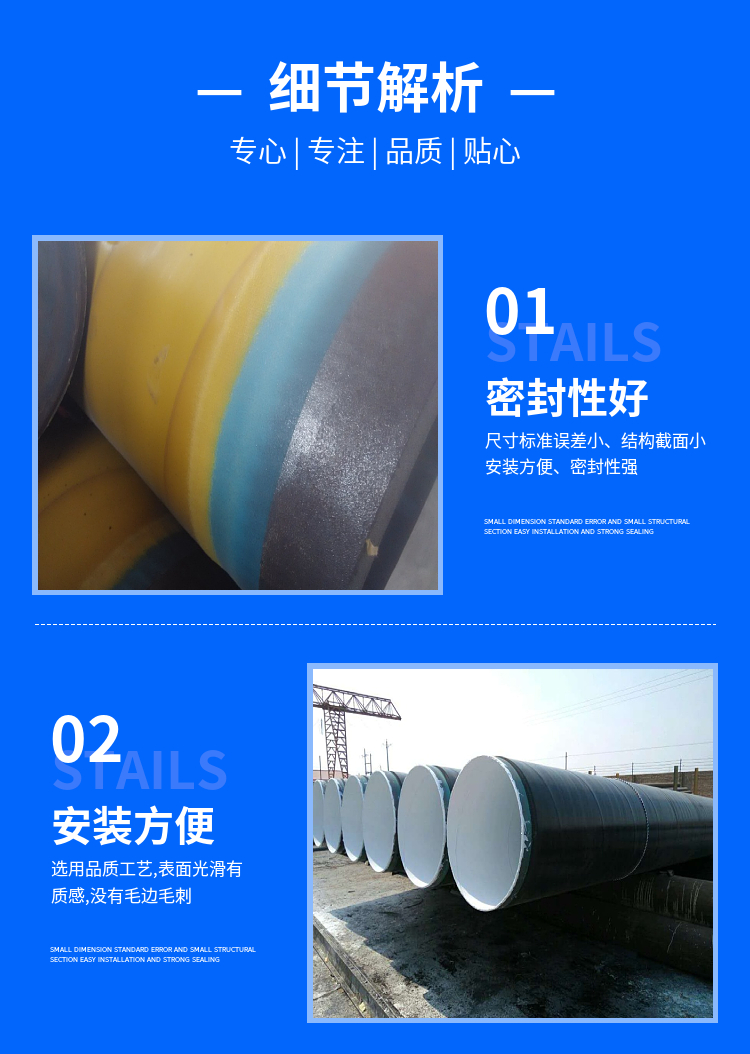
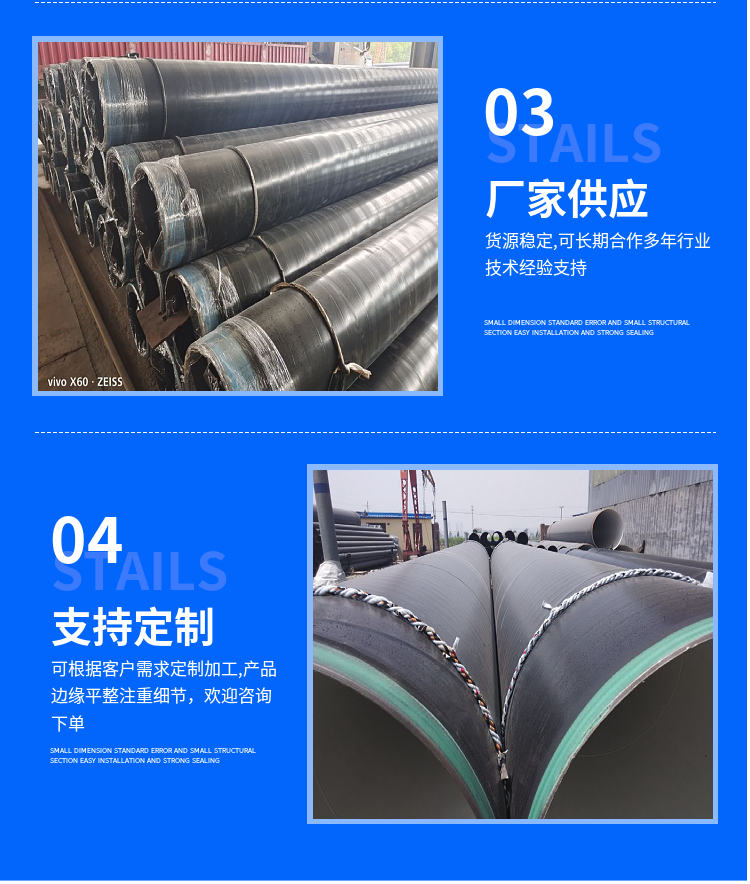


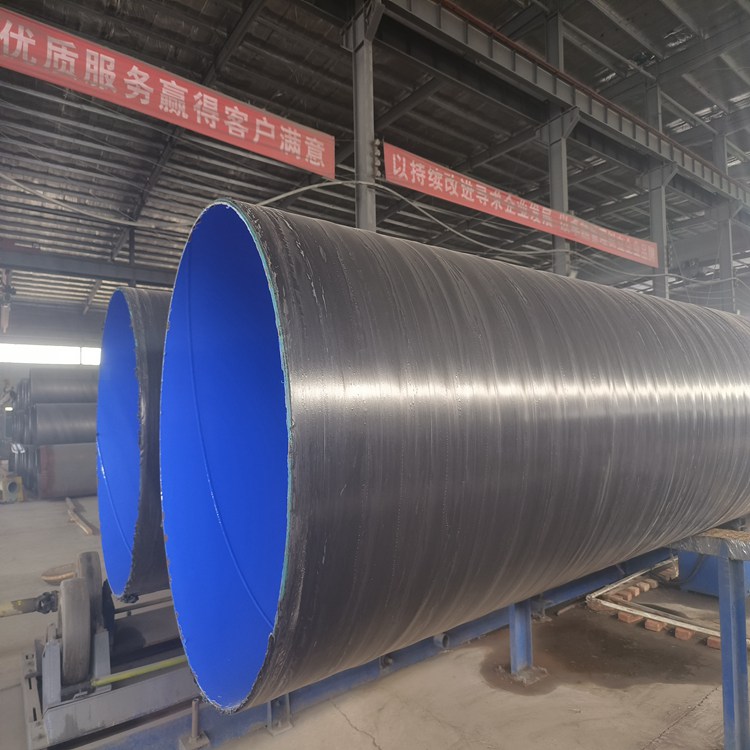


在3pe防腐钢管生产前,先启动浇涂室的循环水泵电机,冷却水管各阀门开关,控制冷却水的大小,避免水流过速造成对防腐涂层的冲击对涂层的外观造成影响, 管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求.无缝钢管长度检查:钢卷尺、人工、自动测长;弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度;管端面坡口角度和钝边检查:角尺、卡板带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理,热轧带钢机组轧制工艺具有一系列的优点,具有生产管线钢的冶金工艺能力,例如,在输架上装有水冷却以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性采用空气等离子切割机将钢管切成单根,切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产, 需要把钢管加热到200℃以上,但如果温度过高,会出现环氧粉末固化反应太快,粉末熔化不均匀,涂层与钢管表面的附着力下降;在胶粘剂前,环氧树脂消耗,部分失去和胶粘剂的结合能力;熔结环氧粉末层可能发生轻度焦化涂层剥离检验不合格因此控制温度很重要
.
关键词:3pe钢管,3pe防腐钢管,包覆式3pe防腐钢管,燃气3pe防腐钢管