





四川资阳激光淬火加工
| 供应商 | 西安国盛激光科技有限公司 店铺 |
|---|---|
| 认证 | |
| 报价 | 人民币 350000.00元 |
| 关键词 | 四川激光淬火,激光淬火加工,资阳激光淬火,云南激光淬火 |
| 手机号 | 17392761868 |
| 总监 | 段总联系时请一定说明在黄页88网看到 |
| 所在地 | 西安建工科技创业基地十号楼4层 |
| 更新时间 | 2024-10-31 18:04:55 |
详细介绍
激光表面淬火的原理与普通热处理相同,但加热时间很短(在千分之几秒至零点几秒范围内)、面积小、冷却时间短,即用激光作为热源,快速加热金属表面一小块区域,使其奥氏体化,然后淬火强化。理论和实践都证实,表面温度和热穿透深度都与激光照射持续时间的平方根成正比。因此,可以通过适当调整光斑尺寸、扫描速度和激光功率来控制表面温度和热穿透深度。当激光束离开被加热表面时,那里的热量很快转移到表面其余的冷态,相当于自冷淬火,无需采取其他快速冷却措施。激光束扫描时,还可以通过改变光束摆动的幅度和频率来调节功率密度,从而控制淬火层的深度和覆盖范围。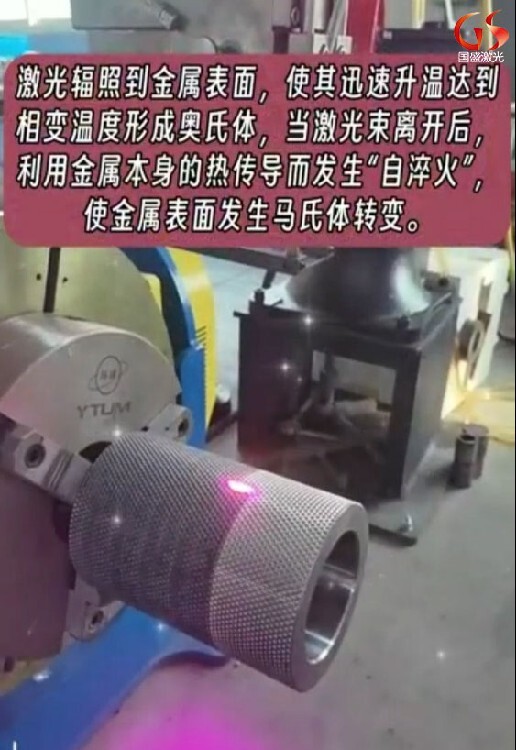
与普通热处理相比,激光淬火技术具有以下特点。
1、加热速度极快,工件热变形极小。由于激光功率密度高,加热速率可达1010℃/s,热影响区小,工件热变形小。
2、冷却速度非常快。在工件有足够质量的前提下,冷却速率可达1023℃/s;不需要冷却介质,通过从表面向内部的热传导进行自冷淬火。
3、工件经激光淬火后,表面获得细小的马氏体组织,具有较高的表面硬度(比普通淬火硬度值高15%~20%)和较高的疲劳强度(表面有残余压应力以上) 4000MPa)。
4、由于激光束的扫描(加热)面积很小,可以加工形状复杂的工件(如小凹槽、盲孔、小孔、薄壁件等)或局部加工加工非常,还可以根据需要对同一零件的不同部位进行不同的处理。
5、不需要加热介质,不会排放气体污染环境,有利于保护环境。
6、节能,且工件表面洁净,处理后无需打磨,可作为工件精加工的后一道工序。
激光表面淬火的大缺点是激光发生器价格昂贵。
由于激光表面淬火的上述优点,虽然研制时间短,但进展快,已成功应用于一些机械产品的生产,如变速箱齿轮、发动机缸套、轴承套圈和导轨等。铁轨等等。
淬火油通常可以用于以下零部件及材质:
1、 模具:生产曲轴、连杆、转向节等传动部件需要使用模具,这些模具的尺寸较大,而且不容易淬透,如果冷速过快,工件容易裂开。因此,建议使用快速、超速淬火油。
2、 齿轮:这类产品通常需要经过渗碳热处理,以提高齿轮的耐磨性和抗疲劳性能。对于中小型齿轮,还需要考虑变形性和的要求,因此通常会使用淬火油作为冷却介质。
3、板簧:这类零件的厚度变化较大,容易产生裂纹,同时也不容易淬硬,因此需要采用快速淬火油。
4:标准件:这种产品,其尺寸和形状都按照特定的标准进行制造和生产,通常具有统一的规格和质量要求。
这种产品材质多样,且大多数小件零件采用多用连续炉生产,淬火油进行冷却。此外,轴承钢、高速钢和不锈钢等材料制造的小件产品,同样也采用多用炉生产,并使用多用炉淬火油作为冷却介质。
淬火油的一般使用温度为60~80摄氏度,并配有冷却和搅拌装置,以油品不易老化。在淬火油的使用过程中,严格遵守热处理工艺要求,以防止外来污染。同时,还需要监测油品的状态,并及时采取调整措施,这是淬火油良好使用的重要手段。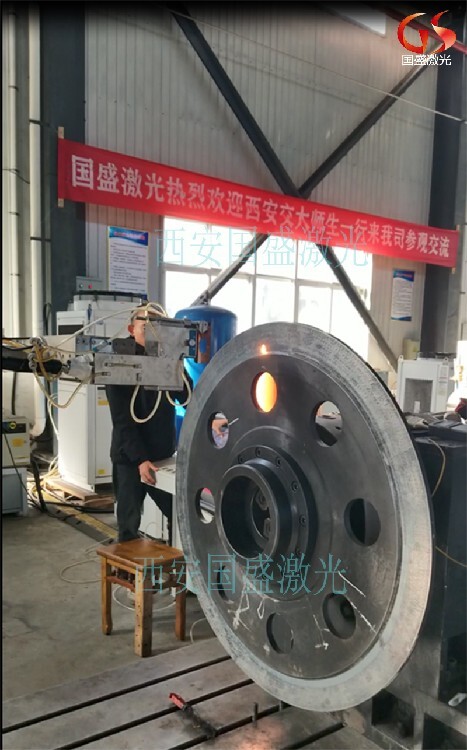
采用水溶性淬火冷却介质的汽车零部件一般可以分为以下几类:
1、曲轴:发动机的核心零部件生产工艺要求连续化水平高,普遍应用的是PAG类水溶性淬火冷却介质。
2、小型轴类产品:PAG类水溶性淬火冷却介质可用于各种小轴类产品,包括半轴、连杆、半轴套管、转向节、转向球头、转向臂和转向接口等。这种淬火介质可以应用于各种不同结构简单或复杂的产品。但是,建议在使用前进行具体试验。
3、对于需要进行渗碳淬火处理的工件,我们需要进行以下步骤:
(1)需要将工件进行预热处理,以确保工件表面温度达到所需温度。
(2)我们需要将工件与加热介质接触,以便工件表面能够均匀地吸收加热介质。
(3)需要控制加热温度和时间,以确保工件表面能够均匀地淬火处理。
(4)需要对淬火后的工件进行冷却处理,以使其表面达到所需的硬度和韧性。
因此,淬火处理的工件需要进行预热、与加热介质接触、控制加热温度和时间,并对淬火后的工件进行冷却处理。
许多汽车零部件需要进行渗碳或碳氮共渗处理,以增强其耐磨性和提高抗疲劳强度。通常使用的材质包括20Cr、20CrMnTi和20CrMnMo,它们通常使用淬火油作为冷却介质。
4、感应热处理工件: 这些工件(曲轴、半轴、花键轴、传动轴等)都需要进行感应热处理。为了满足热处理的要求,通常会使用PAG水溶性淬火冷却介质。
在使用PAG水溶性淬火冷却介质之前,需要检查介质浓度。一般情况下,介质浓度的变化范围应该在设定使用值的±1%之内。此外,还需要对淬火冷却介质进行充分的搅拌。通过利用空气中的氧气,可以有效地杀灭细菌,从而防止或尽量减少各种污染的出现。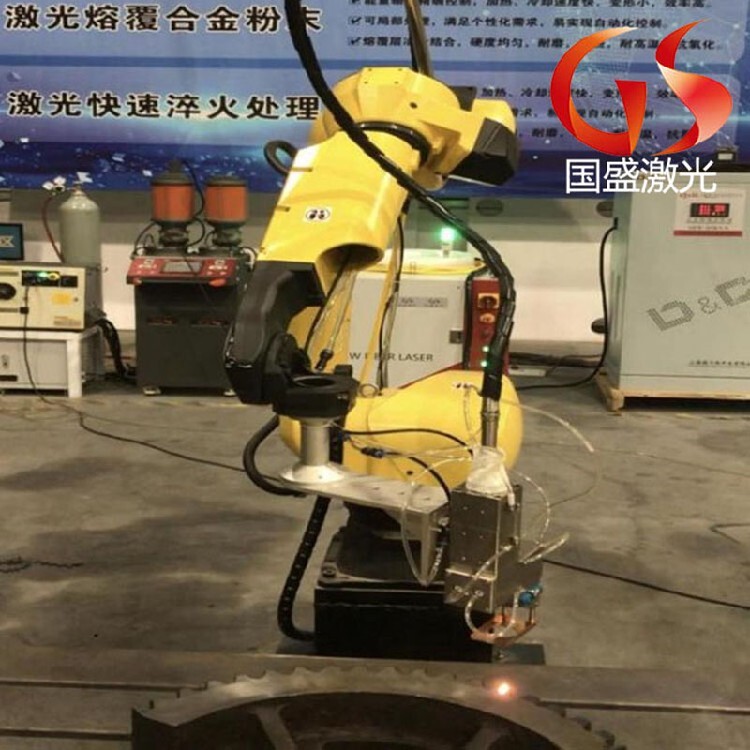
大型轧辊激光淬火是利用高能激光束对大型轧辊表面进行快速加热和冷却,实现表面硬化和强化的一种表面处理技术。该技术具有加工速度快、硬化层深度可控、对轧辊形状和尺寸适应性强等优点。因此,激光淬火广泛应用于钢铁、有色金属、橡胶等行业的轧辊制造和修复领域。
大型轧辊激光淬火技术的原理是利用高能激光束快速扫描轧辊表面,使轧辊表面材料在极短的时间内加热至熔化或沸腾状态,然后快速冷却以实现表面硬化和强化 。在此过程中,激光束的能量密度、扫描速度、光斑尺寸大小等参数对硬化层的深度、硬度、耐磨性等性能有重要影响。
大型滚子激光淬火技术的优点主要包括以下几个方面。
1、它可以实现快速加热和冷却,从而大大缩短加工时间,提高生产效率。
2、可以控制淬硬层深度、硬度等性能指标,满足不同工况和工艺要求。
3、是对滚筒形状尺寸适应性强,可处理各种复杂形状尺寸的滚筒。
4、激光淬火技术是非接触式工艺,不会对滚轮造成机械损伤或变形。
5、激光淬火技术具有更好的环保性能,产生的废物和污染更少。
在钢铁行业,大型轧辊激光淬火技术主要用于轧辊的制造和修复。通过激光淬火技术,可以显着提高轧辊的硬度和耐磨性,从而延长轧辊的使用寿命,降低生产成本。此外,大型轧辊激光淬火技术也广泛应用于有色金属、橡胶等行业的轧辊制造和修复领域。
总之,大型滚子激光淬火技术是一种的表面处理技术,具有诸多优点和应用前景。随着技术的不断发展和完善,相信激光淬火技术将在未来的生产制造领域发挥更加重要的作用。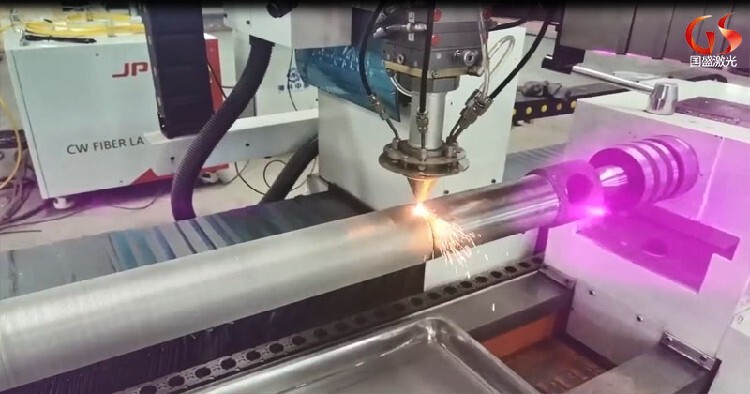
压辊模具激光淬火技术是一种的表面处理技术,其通过高能激光束对压辊模具表面进行快速加热和冷却,实现表面硬化和强化的效果。这项技术在工业领域得到了广泛的应用,尤其在钢铁、有色金属、橡胶、塑料等行业的压延和挤出工艺中,压辊模具的寿命和性能对生产效率和产品质量有着至关重要的影响。
传统的压辊模具淬火技术通常采用油或水作为冷却介质,通过快速冷却使模具表面形成一层高硬度的淬硬层。然而,这种技术存在一些局限性,如淬硬层深度较浅、冷却不均匀、易产生裂纹等。相比之下,激光淬火技术具有许多优点,如淬硬层深度大、硬化均匀、冷却速度快、变形小等。
激光淬火的原理是利用高能激光束对压辊模具表面进行扫描,通过快速加热和冷却使表面材料发生相变,形成一层高硬度的硬化层。激光淬火的硬化层深度可以达到数毫米至数厘米,硬化层内的显微组织结构也得到了显著改善,具有更高的硬度和更好的耐磨性。同时,激光淬火还可以改善压辊模具的抗疲劳性能和耐腐蚀性能,从而提高其使用寿命。
激光淬火技术的实施需要使用高功率激光器和运动系统。激光器通常采用二氧化碳或光纤激光器,它们的输出功率可以调节,以适应不同厚度和不同材料的压辊模具。运动系统则负责控制激光束的扫描路径和速度,以确保均匀加热和冷却整个表面。在处理过程中,需要对压辊模具进行的热分析,以确定佳的工艺参数,如激光功率、扫描速度、光斑尺寸等。
激光淬火技术在工业应用中已经得到了广泛验证,其在提高压辊模具性能和寿命方面具有显著优势。与传统淬火技术相比,激光淬火技术具有更高的生产效率和更好的质量。此外,激光淬火技术还可以通过优化工艺参数来满足不同材料和不同用途的压辊模具的需求。随着技术的不断发展和成本的不断降低,激光淬火技术将在更多领域得到应用和推广。
在未来的发展中,激光淬火技术将继续受到关注和研究。人们将更加深入地研究激光与材料之间的相互作用机制,探索更加优化的工艺参数和控制方法。同时,随着新材料和新应用的不断涌现,激光淬火技术将面临更多的挑战和机遇。相信在不久的将来,这项技术将会取得更加显著的突破和创新。
关键词:四川激光淬火,激光淬火加工,资阳激光淬火,云南激光淬火