





系统数控数控滚齿机系统四轴数控系统
| 供应商 | 佛山微控工业自动化科技有限公司 店铺 |
|---|---|
| 认证 | |
| 报价 | 人民币 2800.00元 |
| 产地 | 广东 |
| 额定电压 | 220v |
| 操作方式 | 全自动 |
| 关键词 | 南京数控系统,系统数控,三轴车床数控系统,数控knd系统 |
| 手机号 | 13360334633 |
| 总监 | 陈锡平联系时请一定说明在黄页88网看到 |
| 所在地 | 容桂容里居委会昌富西路3号天富来国际工业城4座801号 |
| 更新时间 | 2024-12-17 14:01:04 |
详细介绍
联系人陈锡平
微控620TA数控系统的产品特点:1、1ms插补周期
2、工业以太网总线控制
3、共10个进给轴、4个主轴;每通道多6个进给轴、3个主轴
4、 小指令单位1μm或0.1um可选,高移动速度240m/min(0.1um单位下高100m/min)
5、适配伺服主轴可实现主轴定向、刚性攻丝、圆柱插补、极坐标插补
6、具备简易同步控制、混合控制、重叠控制、通道间干涉检测、等待M代码等特功能
7、路径间多主轴控制:主轴速度同步,有多主轴功能可不同路径,编码器反馈选择等功能
8、在线伺服调谐
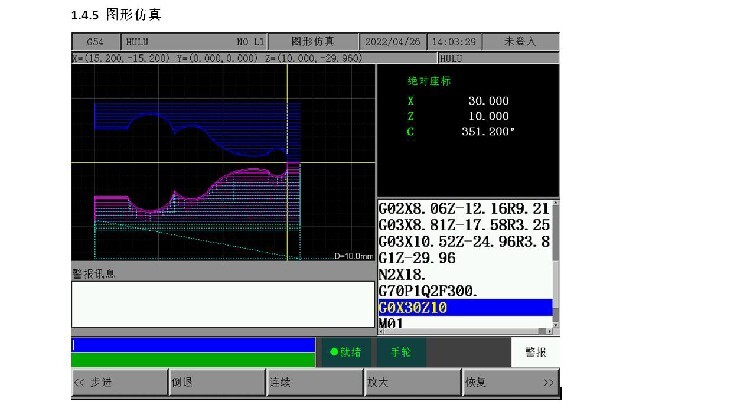
9、伺服调谐数据的波形图、圆度轨迹图显示功能
10、支持伺服参数在线配置及伺服状态的监测
11、支持多个远程I/O单元的监控
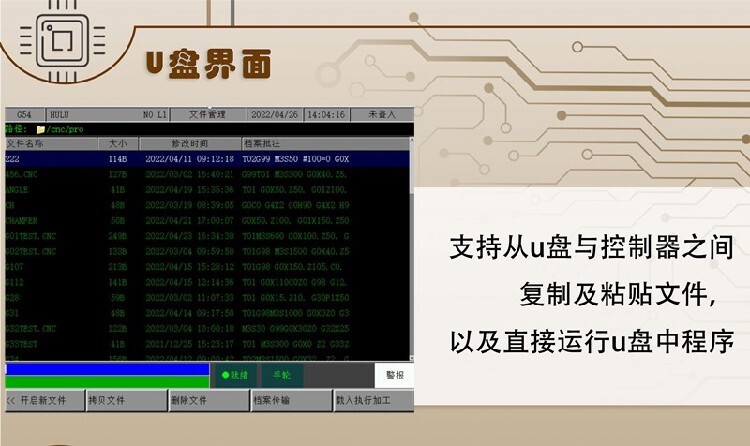
12、零件程序后台编辑
13、在线编程向导
14、PLC梯形图在线编辑、监控
15、在线机床调试向导
数控系统主轴转速:可由S代码或PLC信号给定,转速范围0rpm~20000rpm
主轴倍率:50%~150%共11级修调
主轴恒线速控制
Cs轴控制
主机可直连2个主轴编码器反馈,直连的主轴编码器线数可设定(100p/r~10000p/r)
螺纹切削
螺纹类型:等螺距直螺纹/锥螺纹/端面螺纹,变螺距直螺纹/锥螺纹/端面螺纹,连续多段螺纹
螺纹头数:1~99头
螺纹螺距:0.01mm~500mm(公制螺纹)
螺纹切削加减速:直线型
螺纹退尾:退尾长度、角度和速度特性可设定
CNC系统可以根据数控系统类型分为开环系统、闭环系统、半闭环系统等。
3.1 开环系统
开环系统没有反馈装置,系统只根据输入的程序控制机床运动,无法检测实际运动情况。
3.2 闭环系统
闭环系统具有反馈装置,可以实时检测机床的实际运动情况,并与输入程序进行比较,实现控制。
3.3 半闭环系统
半闭环系统介于开环系统和闭环系统之间,部分轴具有反馈装置,可以实现部分控制。
关键词:南京数控系统,系统数控,三轴车床数控系统,数控knd系统