





数控系统数控铣床仿真系统五轴数控系统
| 供应商 | 佛山微控工业自动化科技有限公司 店铺 |
|---|---|
| 认证 | |
| 报价 | 人民币 2800.00元 |
| 产地 | 广东 |
| 额定电压 | 220v |
| 操作方式 | 全自动 |
| 关键词 | 数控系统,数控系统,南京数控系统,数控系统研发 |
| 手机号 | 13360334633 |
| 总监 | 陈锡平联系时请一定说明在黄页88网看到 |
| 所在地 | 容桂容里居委会昌富西路3号天富来国际工业城4座801号 |
| 更新时间 | 2024-12-17 14:01:03 |
详细介绍
联系人陈锡平
微控数控系统620TA、630TA产品参数:路径数:2路
控制轴数
大控制轴数:10个(合计), 每个路径多6个
大控制主轴数:4个(合计), 每个路径多3个
总线
坐标值(系)及尺寸
工件坐标系、局部坐标系、机床坐标系、工件坐标系1~6(G54~G59),附加工件坐标系
坐标平面选择
/增量编程、极坐标、英制/公制转换、直线轴/回转轴
路径控制功能
支持2路径控制,支持等待M代码
支持路径间*干涉检查
支持基于程序指令的同步/混合/重叠控制
支持均衡切削
支持路径间单程序段程序检测及路径间公共存储器
支持路径间主轴控制
准备功能
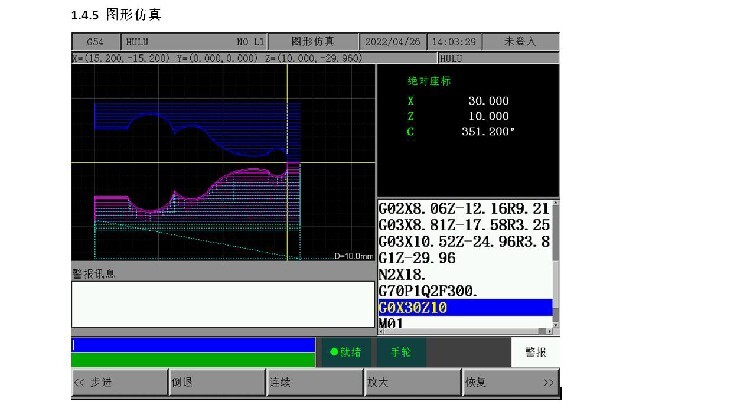
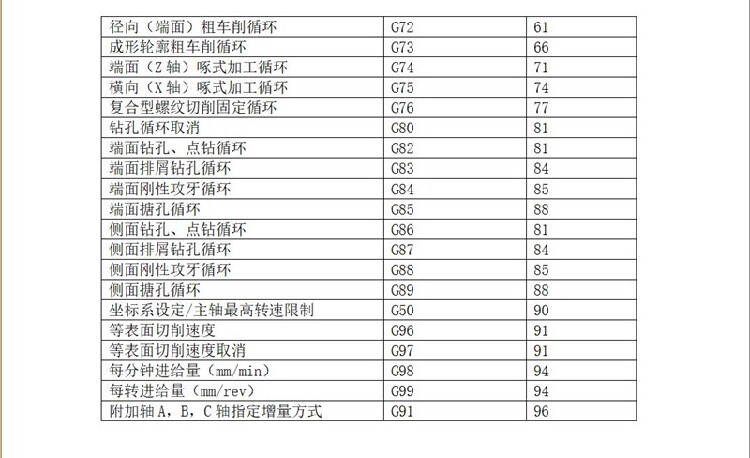
含70个G指令,包括快速定位、直线插补、圆弧插补(螺旋插补)、螺纹切削、极坐标插补、刚性攻丝、暂停、*补偿、工件坐标系、局部坐标系、宏程序调用、跳转、循环指令等
进给功能
高速度:240 m/min(μ级)、100 m/min(0.1μ级)
快速倍率:F0、25%、50%、*共四级修调
进给倍率:0~150%共十六级修调
快速移动/切削进给加减速:直线式,加减速的起始速度、终止速度和加减速时间由参数设定
支持前加减速控制,段间平滑过渡
如何选择数控系统?
CNC数控系统可以根据控制轴数分为二轴、三轴、四轴、五轴等。轴数越多,机床的加工能力越强,可以完成更复杂的加工任务。 1.1 二轴CNC系统 二轴CNC系统主要控制X轴和Z轴,适用于简单的直线切削和平面加工。 1.2 三轴CNC系统 三轴CNC系统控制X、Y、Z三个轴,可以实现立体加工,如铣削、钻孔等。 1.3 四轴CNC系统 四轴CNC系统在三轴的基础上增加了一个旋转轴(A轴或B轴),可以实现更复杂的空间曲面加工。 1.4 五轴CNC系统 五轴CNC系统在四轴的基础上增加了一个旋转轴(C轴),可以实现五轴联动加工,适用于、高难度的加工任务。
CNC系统的发展趋势
高度集成化
随着电子技术的发展,CNC系统将更加集成化,实现更小的体积、更高的性能。
智能化
CNC系统将更加智能化,具有自适应控制、自学习等功能,提高加工效率和精度。
相比于单通道数控系统的多机床分工序加工方式,多通道数控系统控制的机床具有多工序复合加工的优势,可有效缩短了产品加工时间,提高了产品加工精度,大大提高生产效率,因此需求日益增大。多通道数控系统在使用前应检查CNC装置内的各个印刷线路板是否紧固,各个插头有无松动。 检查CNC装置与外界之间的全部连接电缆是否按随机提供的连接手册的规定,正确而可靠地连接。 交流输入电源的连接是否符合CNC装置规定的要求。 确认CNC装置内的各种硬件设定是否符合CNC装置的要求。 只有经过上述检查,CNC装置才能投入通电运行。

什么是多通道数控系统?多通道数控系统中的通道,则通道数表示的是一台数控系统可以处理的加工联动坐标系的数量。在同一台机床中,物理轴号与通道中的逻辑轴号必然会有对应关系,但是同一个物理轴有可能对应不同通道的不同逻辑轴。比如立卧转换加工中心中,如果设立式加工坐标为一个通道,卧式加工坐标为另一个通道,则垂直轴和两个水平轴等物理轴在不同的通道或加工坐标系中所对应的XYZ逻辑轴就会有所不同。
由于一个数控系统只具有一套机床操作面板和一套io模块,而多通道需要有立的操作面板,这使得多通道数控系统在实际应用中对于不同通道的操作问题显现出来;同时,随着通道数的增加,数控系统的配置更加复杂,无论对系统操作者和系统的设计和维护者都是一种挑战。所以,一种简便地解决多通道plc控制的方法能够帮助数控系统的设计、使用和维护者提高系统使用的便利性和使用效率。
关键词:数控系统,数控系统,南京数控系统,数控系统研发