





家具五金配件五金配件包扣
| 供应商 | 东莞市首壹五金有限公司 店铺 |
|---|---|
| 认证 | |
| 报价 | 面议 |
| 关键词 | 五金配件制作,五金汽车配件,五金冲压配件,五金家具配件厂家 |
| 手机号 | 13652509507 |
| 总监 | 王小姐联系时请一定说明在黄页88网看到 |
| 所在地 | 广东省东莞市虎门镇新下路3号1栋 |
| 更新时间 | 2024-11-13 06:21:10 |
详细介绍
冷冲压件一般不再经切削加工,或仅需要少量的切削加工。热冲压件精度和表面状态低于冷冲压件,但仍优于铸件、锻件,切削加工量少。
冲压件冲压是的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产,劳动条件好,生产成本低,一般每分钟可生产数百件。
冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具冲压加工成形的,它主要有以下特点:
1、冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高;
2、冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需要进一步机械加工即可满足一般的装配和使用要求;
3、冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。
冲压件的设计原则:
1、设计的冲压件满足产品使用和技术性能,并能便于组装及修配;
2、设计的冲压件有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁;
3、设计的冲压件形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用少、简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压操作,便于组织实现机械化与自动化生产,以提高劳动生产率;
4、设计的冲压件,在能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、产品质量稳定;
5、设计的冲压件,应有利于尽可能使用现有设备、工艺装备以及工艺流程对其进行加工,并有利于冲模使用寿命的延长。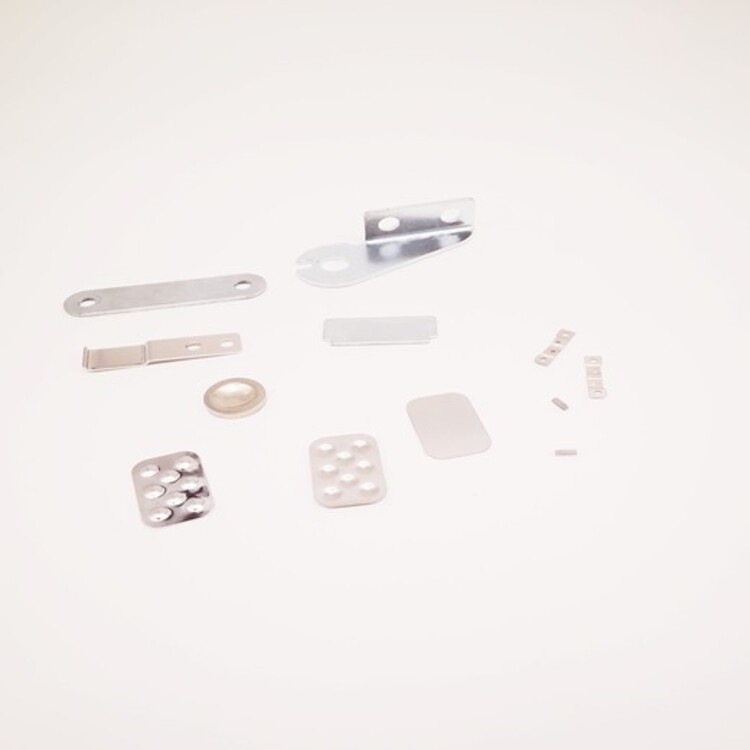
对于冲压件加工行业的工作人员来讲,肯定要对加工工艺以及设备的操作流程非常熟悉。作为厂家,今天我们来给大家介绍冲压件加工的基本原则:
1、从硬件上讲,机械零件的加工是有很多种机械设备,如车、铣床、刨床、磨床、拉床加工中心等,各种设备的固有加工精度都不一样,所以要实现精密加工,就要看你的零件精度有多高相应的选择相应的工艺路线和设备;
2、从软件上讲,就是操作人员的技能,这涉及到各种设备的操作人员的操作技能,这些技能包括对设备的深入理解、对机械加工的理解、对加工零件材料的理解等,这些技能都可以再平常的工作中慢慢积累,操作人员的技能关键是实践,理论也要了解。
冲压件加工的一般原则:
1、先加工基准面:零件在加工过程中,作为定位基准的表面应加工出来,以便尽快为后续工序的加工提供精基准。称为“基准”;
2、划分加工阶段:加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了加工质量;有利于合理使用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等;
3、先面后孔:对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,平面和孔的位置精度,而且对平面上的孔的加工带来方便;
4、光整加工:光整加工后的工件主要表面的光整加工(如研磨、珩磨、精磨\滚压加工等),应放在工艺路线后阶段进行,加工后的表面光洁度在Ra0.8um以上,轻微的碰撞都会损坏表面,在日本、德国等国家,在光整加工后,都要用绒布进行保护,不准用手或其它物件直接接触工件,以免光整加工的表面,由于工序间的转运和安装而受到损伤。
关键词:五金配件制作,五金汽车配件,五金冲压配件,五金家具配件厂家