

广东汕尾振动时效仪价格,振动时效设备
| 供应商 | 济南九工机电设备有限公司 店铺 |
|---|---|
| 认证 | |
| 报价 | 面议 |
| 关键词 | 汕尾振动时效仪,广东振动时效仪,苏州振动时效仪,振动时效仪厂家电话 |
| 手机号 | 13791031859 |
| 总监 | 张亮联系时请一定说明在黄页88网看到 |
| 所在地 | 山东省济南市天桥区堤口路136号317室 |
| 更新时间 | 2025-02-09 16:36:00 |
详细介绍
振动时效工艺原理:
振动时效起源于敲击时效,是通过的时效设备,使被处理的工件产生共振。通过共振将一定的振动能量传递到工件的所有部位,使工件内部发生微观的塑性变形。歪曲的晶格逐渐恢复平衡状态,从而使工件内部的残余应力得以消除和均化,终防止工件在加工和使用过程中变形和开裂,工件尺寸精度的稳定性。
振动时效工艺采取共振原理:
振动时效设备,利用高频振动消除应力,高频振动通过一定的频率跟一定的周期规律性的振动,促使工件内部残余应力晶体移位降低应力高点的应力,使得整体应力降低到应力平衡点。
振动时效技术适用范围:
振动时效适应于碳素结构钢、低合金钢、不锈钢、铸铁、有色金属(铜、铝、锌及其合金)等铸件、锻件和焊接件及其机加工件。
振动时效处理工艺各种参数
振动时效重要的工艺参数为:激振频率、激振力、实效时间、激振器及拾振器的装夹位置。任何设备均不可预知构件的时效要求,更不可能判定构件的有效振型从而确定合理的时效参数。只有操作人员根据时效要求,观察构件的各阶振型,选择有效的工艺参数。采用手动工作方式,可快速了解构件的特性,选取合理的激振及拾振位置,确定的激振频率和激振力。同时,为了满足批量构件及简单构件的时效要求,被系统增设了手动时效功能,可自动绘制时效曲线及相关数据,为产品检查提供宏观依据,时效时间可在线任意调整。
振动时效工艺过程:
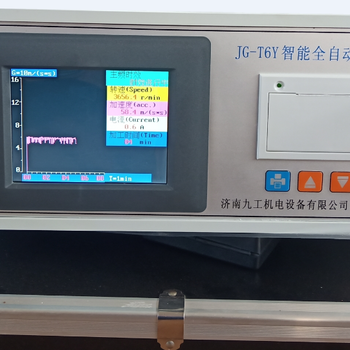
1、 振前处理:设备自动寻找工件的共振峰,并把振前a-n过程曲线存储起来,由分析程序确定激振频率,过程和曲线会显示在液晶屏上。
2、 时效处理: 设备自动进行,根据不同工件自动决定处理时间,并把a-t过程曲线存储起来,过程和曲线会显示在液晶屏上。
3、 振后处理: 设备自动对处理后的工件进行振动扫描,并把振后a-n曲线存储起来,过程和曲线会显示在液晶屏上。
4、 打印处理:把a-t,振前a-n,振后a-n曲线打印出来,供对比、判断和留存。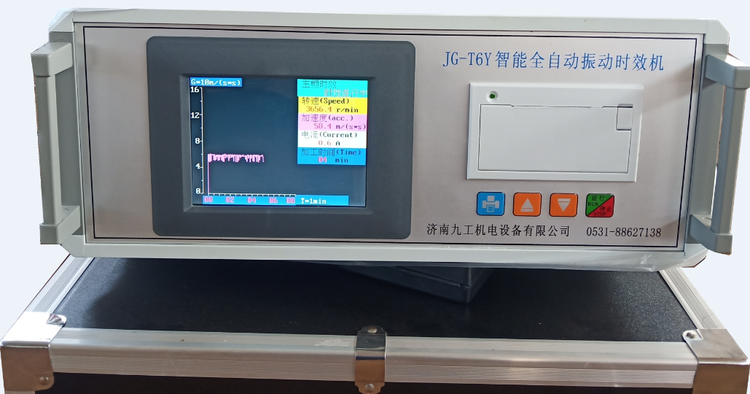
焊接应力(welding stress) 被焊工件内,由焊接引起的内应力称为焊接应力。根据焊接应力产生时期的不同,可把焊接应力分为焊接瞬时应力和焊接残余应力。焊接瞬时应力是焊接时随温度变化而变化的应力;焊接残余应力则是被焊工件冷却到初始温度后所残留的应力。根据焊接应力在被焊工件中的方位不同,可将焊接应力分为纵向应力、横向应力和厚向应力。实际上,焊接应力都是三维应力,但对于薄板,厚向应力相对较小,可按二维应力处理。
铸造应力的消除
冷却后的铸件若残留有较大的内应力,或对尺寸稳定性要求较高的铸件,可用消除内应力的方法处理。
1.自然时效。将铸件露天放置半年至一年多,可以自然但非常缓慢地变形,使残留应力松弛或大部分消除。虽然不需要任何附加设备,但生产周期长占地面积大,而且消除残留应力不。但这种方法时间久,效率低,不能满足市场需求,已经逐渐被淘汰。
2.加热时效。将铸件加热到合金的弹塑性状态的温度范围,保持一段时间,待应力消失后,再缓慢冷却到常温。这种方法工艺复杂,需要根据工件的结构、材料等进行不用的冷却温度、冷却速度、保温时间等参数的选择,一个参数处理不好就会导致去应力失败,甚至降低强度。
3.振动时效。将工件安置到平台上进行振动时效处理30-40min,可以消除30%以上的应力,能有效降低应力峰值,有效防止变形。这种方法周期短、灵活性好、环保,还会增强工件强度,是值得推广使用的一种方法。
振动时效设备的实质是以共振的形式给工件施加附加动应力,当附加动应力与残余应力叠加后,达到或超过材料的屈服极,工件发生微观或宏观塑性变形,从而降低和均化工件内部的残余应力,并使其尺寸精度达到稳定 。
振动时效是利用共振原理来消除和均化金属铸件、锻件、焊接结构件、有色金属等零件的残余应力,以防止零件尺寸变形和开裂。他与传统的热时效相比:可节能95%、节省生产费用80~90%、缩短生产周期90%左右、不产生时效氧化皮等;无环境污染、不受零件大小、场地等限制、且时效效果直观,并优于热时效。
关键词:汕尾振动时效仪,广东振动时效仪,苏州振动时效仪,振动时效仪厂家电话