石家庄大型螺旋管厂家定制
目前国内外防腐层应用效果评价很好,对其使用中产生的缺陷报道的很少。报道的主要缺点有、剥离、阴极剥离、阴极保护屏蔽、剥离防腐层膜下腐蚀等,而且大部分有关缺陷的报道还停留在理论推测阶段,如资料中提到阴极保护屏蔽的问题,到目前还没有关于防腐层实际运作中出现阴极保护屏蔽的实例报道。经过多年的实践表明,随着使用年限的增加,出现缺陷少的涂层系统是FBE/挤压聚乙烯3层结构防腐系统。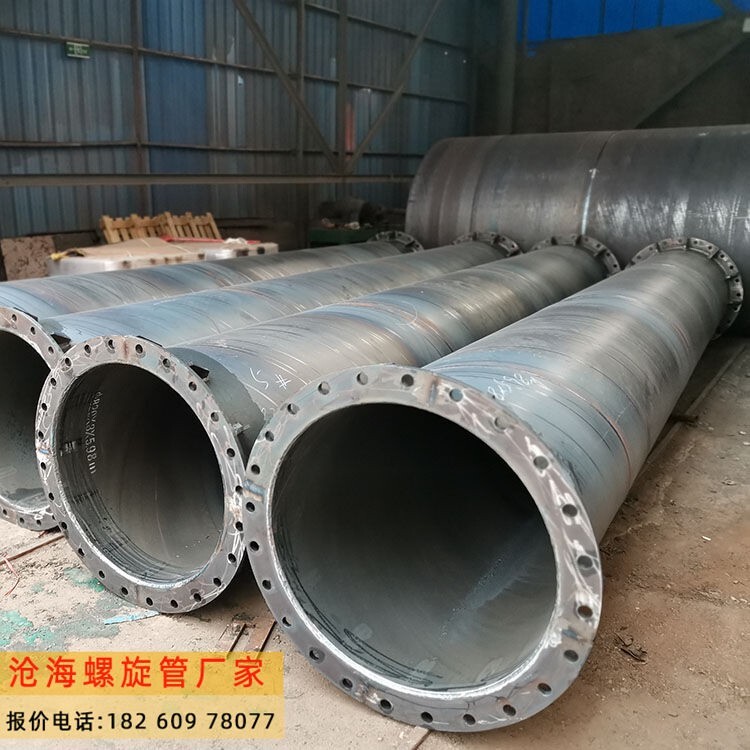
螺旋钢管的技术性能与特点有哪些:
1、由表面经镀锌和烤漆双层防腐处理的钢管与塑料管经过缩径、粘接等特殊工艺复合而成;
2、强度高;系统工作压力≤2.0Mpa;冷水管工作温度0℃~+55℃,热水管工作温度0℃~+75℃,线膨胀系数为2.5×10-5/℃;
3、清洁、安全卫生,各项性能指标均达到《生活饮用水输配水设备及防护材料卫生评价规范》的要求;
4、内壁光滑,不锈蚀,不结垢,无通径损失;
5、采用丝扣连接、沟槽管件连接、法兰连接,管件内表面搪瓷处理,安装可靠,维护方便;
6、从DN15——DN300各规格品种。用途:建筑给水、中水系统;热水、空调循环水、采暖系统;消防喷淋系统;工业用水、设备循环水系统。
螺旋管的连接方式一般来说都是焊接,因为焊管相对来说成本较低大口径螺旋管厂家 ,一些工程因工期、施工条件、地理环境等因素限制也会用到其它的连接方式如:螺文连接、法兰连接、承插连接、沟槽连接等。
下面就其它连接方式特点具体说说:
1:法兰连接 一般法兰连接速度快,施工方便,工具简单,但在安全性,密封性来说不能满足大部分工程要求,一般压力低的管道,经常移动使用的管道适合这种连接方式,如排泥管道等
2:沟槽连接:也称卡箍连接技术,已成为当前液体、气体管道连接的首推技术,尽管这项技术在国内的开发时间晚于国外,但由于其技术的性,很快被所接收。沟槽管件连接技术的应用,使复杂的管道连接工序变得简单、快捷、方便。使管道连接技术向前迈了一大步。沟槽连接管件包括两个大类产品:①起连接密封作用的管件有刚性接头、挠性接头、机械三通和沟槽式法兰;②起连接过渡作用的管件有弯头、三通、四通、异径管、盲板,螺旋焊管等。起连接密封作用的沟槽连接管件主要有三部分组成:密封橡胶圈、卡箍和锁紧螺栓。位于内层的橡胶密封圈置于被连接管道的外侧,并与预先滚制的沟槽相吻合,再在橡胶圈的外部扣上卡箍,然后用二颗螺栓紧固即可。由于其橡胶密封圈和卡箍采用特有的可密封的结构设计,使得沟槽连接件具有良好的密封性,并且随管内流体压力的增高,其密封性相应增强。
沟槽连接使得管道连接操作简单,有利于施工安全,系统稳定性好,维修方便,省工省时,因此具有良好的经济效益。采用卡箍连接,虽然卡箍的单个配件价格较高,但整个管网安装的综合效益法兰连接。
3:卡箍管件连接作为一种的管道连接方式,即可以明设也可以埋设,即有钢性接头,也有柔性接头。因此具有广泛的适用范围。可用于消防水系统、空调冷热水系统、给水系统、石油化工管道系统、热电及管道系统、污水处理管道系统等。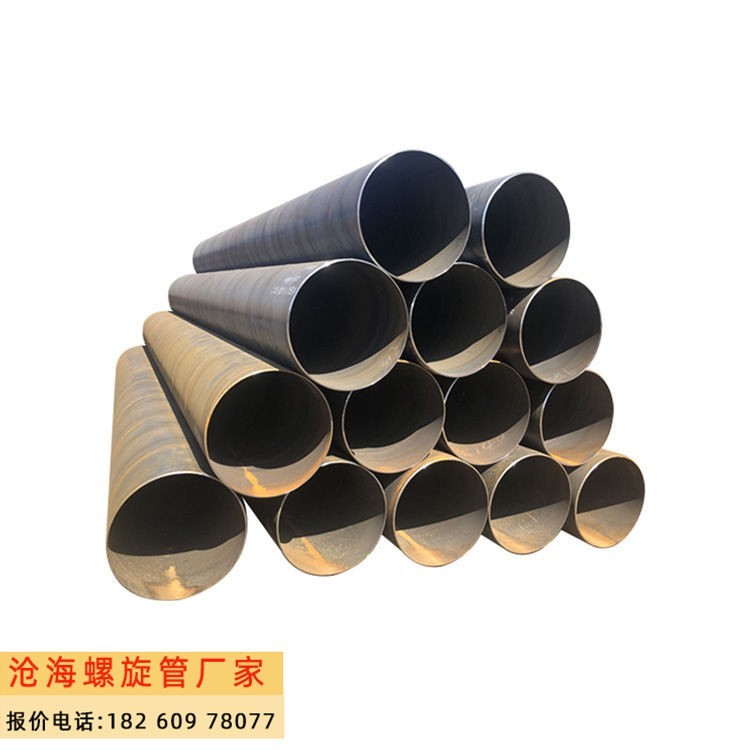
螺旋钢管性,成为城市开展的重要信号!螺旋钢管维护媒介运输的就是其中的重要资料之一,螺旋钢管是下钢质输油、输气、供水、供热管道的外壁防腐,螺旋钢管性进步到什么水平较好。
螺旋钢管性,成为城市开展的重要信号!螺旋钢管维护媒介运输的就是其中的重要资料之一,螺旋钢管是下钢质输油、输气、供水、供热管道的外壁防腐,螺旋钢管性进步到什么水平较好。
螺旋钢管需求外表处置添加性:
螺旋钢管厂家对其消费的防腐螺旋管具有很棒的防腐功能,为了可以进步防腐螺旋管的运用寿命,应对其停止适当的外表处置。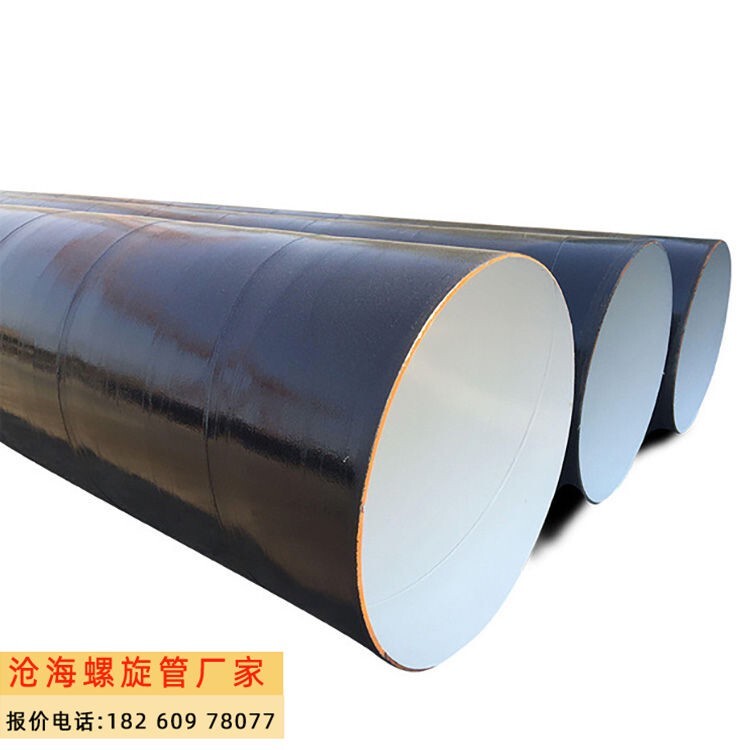
螺旋钢管在制作螺旋焊管过程中,需注意以下几个问题:涂油打标:在检查合格的螺旋钢管进行涂油操作以防腐蚀,并根据客户的要求进行打标。矫铣边:使用压砧机将原来卷曲的钢板调。再通过铣边机对钢板两边缘进行双面铣削。使之达到要求的板宽、板边行度和坡口形状。
剪切成型:将钢板沿外沿螺旋卷曲成管状。对焊切割:采用双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的钢管使用等离子尺切割成规范长度。目视检查:由技术人员对一些基本的参数进行检查。仪器探伤:对内外焊缝及焊缝两侧母材进行的检查。X射线探伤:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以探伤的灵敏度。试验:在水压试验机上对螺旋钢管进行逐根检验以钢管达到标准要求的试验压力。倒棱头:将检验合格后的厚壁螺旋管进行管端加工,达到要求的管端坡口尺寸。后检查:螺旋钢管再次进行仪器和X射线探伤以及进行管端磁粉检验,检查是否存在焊接问题及管端缺欠。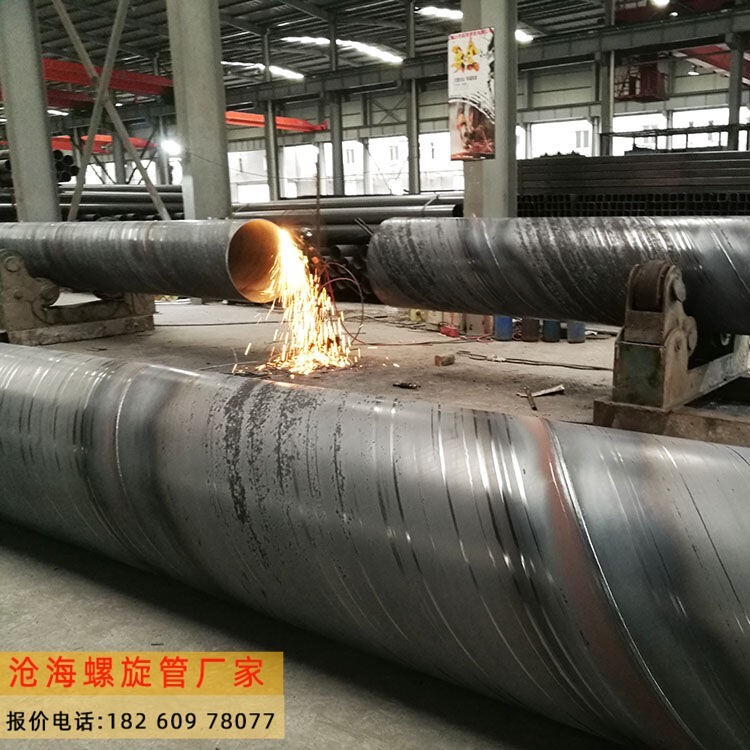
螺旋管是一种常见的管道,通常用于输送液体或气体,因此焊接质量直接影响到管道的使用效果和安全性。
1、焊接前要对螺旋管进行表面处理,
确保焊接表面干净,无油污、锈蚀和杂质,以免影响焊接质量。
2、选择适当的焊接方法和焊接材料。
螺旋管可以采用手工焊、气体保护焊、电弧焊等焊接方法,根据管道的材质和要求选择合适的焊接方法。
同时,选用适合的焊丝和焊剂,确保焊接质量。
3、控制焊接参数。
在焊接过程中,要控制焊接电流、电压、焊接速度等参数,确保焊缝的质量和稳定性。
4、注意焊接顺序和技术。
对于螺旋管的焊接,通常采用螺旋式焊接方法,即从管口或者管末端开始,沿着螺旋线逐渐向管中心焊接。
要控制好焊接的速度和温度,焊缝的质量。
5、注意焊接环境和安全。
在焊接过程中,要注意通风换气,避免有毒气体对焊工的影响。
同时要做好防护措施,防止烧伤、电击等事故的发生。
6、焊接完成后要进行焊缝的检测。
通过X射线探伤、超声波探伤等方法对焊缝进行检测,确保焊接质量符合标准要求。