江苏第三方检测机构三坐标检测位置度
2024-12-29 01:59:16
三坐标测量机是一种通用性强、自动化程度高的测量系统。对一般的测量软件而言,三坐标测量机的测量过程,可分为以下几个步骤(假设测头校验与坐标系的建立已经完成)。
(1)采集特征点的坐标位置。即通过测头直接触测被测对象、读取并记录坐标值。
(2)按照“小条件”对前面测得的特征点进行计算与构建。如果是形状误差,可直接计算出误差值。
(3)如果是位置误差则按照“小条件”将特征点构建出误差评价所需的点、线、面等基本要素,并用数学的方法计算出各要素间的实际误差,对照图纸判断其是否合格。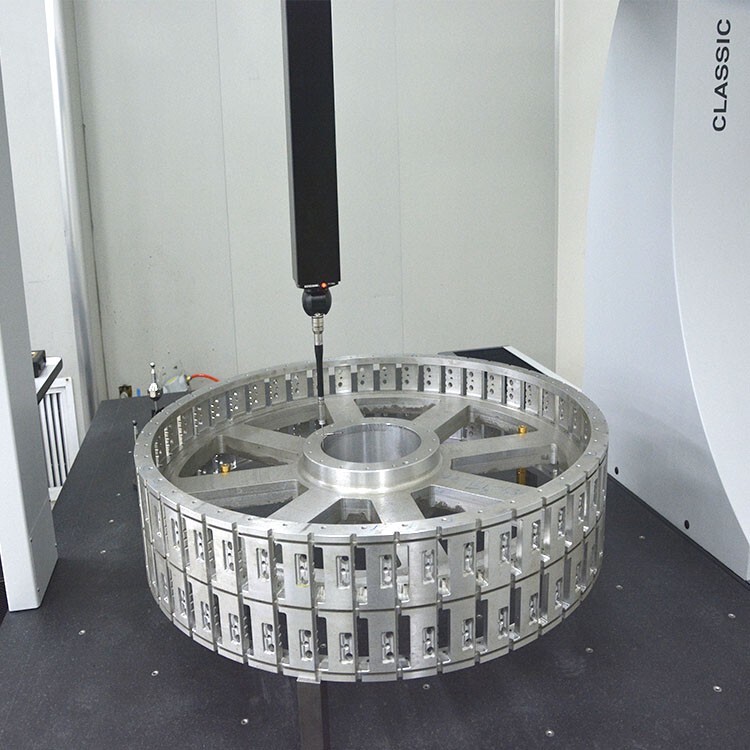
三坐标测量中,要对特征要素选择合适的测点数,测点数过少,会造成较大的误差,对于确定的测量对象,可以通过样本实验寻找合适的测点数(这对于批量的测量更有意义),以测量的精度与效率;比较各类表面,精度高的表面获得的测值,比精度低的表面获得的测值更为可信,测点数对其影响也更小;手动取点误差大,应选用自动测量的方法。采点是三坐标测量的基础工作,为测量结果真实可信,应予充分重视。不论是形状误差、还是位置误差,或者尺寸的测量,有了正确的测点信息,才能计算评价的真实性。
如果需要检测大批量相同的工件,或要求较高的精度,要选择直接用计算机控制的测量仪。三坐标测量仪可自动检测并消除操作者对测量结果的影响。程序驱动意味着可实现无误差的高检测速度。
标签:三坐标检测位置度、江苏三坐标检测
联系方式
优尔鸿信检测技术(深圳)有限公司