广东东莞激光熔覆设备公司
宽带激光熔覆修复轴体工艺流程
宽带激光熔覆修复轴的工艺流程主要包括以下步骤:
1、表面处理:对轴表面进行研磨、清洗、干燥等处理。去除表面的氧化物、油污及杂质。
2、涂层制备:将合金粉末或陶瓷粉末与其他材料按一定比例混合,制备熔覆粉末。将熔覆粉末均匀地涂覆在轴的表面上,形成一定厚度的涂层。
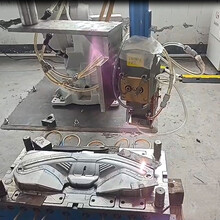
3、激光熔覆修复:采用高能宽带激光束扫描涂层,使涂层表面快速熔化并形成液池。在激光的作用下,熔池中的合金粉末或陶瓷粉末等材料充分熔化、混合,形成致密的熔覆层。
4、修复后处理:对包覆轴进行冷却、抛光、清洗等,去除多余的包覆材料和毛刺。
5、性能测试:对修复后的轴进行性能测试,包括硬度、耐磨性、耐腐蚀性等测试。
宽带激光熔覆修复轴后的性能特点
采用宽带激光熔覆修复技术修复轴类具有以下性能特点:
1、结合强度高:宽带激光熔覆修复技术可以将合金粉末或陶瓷粉末等结合在一起,材料与轴的母材紧密结合,形成致密的结合层,从而明显提高轴的耐磨性和抗疲劳性能轴。
2、耐磨性能:通过选择耐磨性能的合金粉末或陶瓷粉末等材料作为熔覆层材料,可以显着提高轴的耐磨性能,从而延长轴的使用寿命。
3、增强耐腐蚀性:采用宽带激光熔覆修复技术,可以在轴的外表面形成耐腐蚀性能的修复层,从而有效防止腐蚀介质对轴的侵蚀。
4、热影响区小:宽带激光熔覆修复技术采用高能宽带激光束作为热源,热影响区小,从而轴的其他部位不被损坏。
5、修复:可采用宽带激光熔覆修复技术对轴类零件进行修复,从而显着提高修复效率,降低修复成本。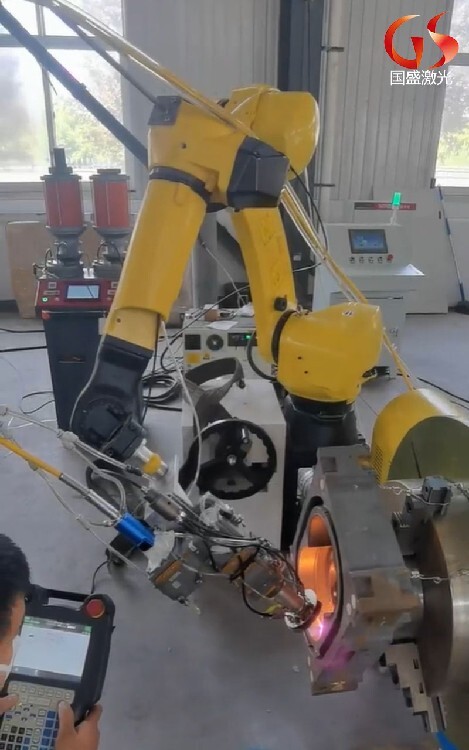
激光熔覆技术优点:
1、稀释率较低;基材上热影响区小;
2、与基体形成冶金结合,结合强度达95%以上;
3、熔覆层与基体均匀,无粗大铸造组织;
4、熔覆层及其界面结构细小,晶粒细小;
5、无空洞、夹杂裂纹等缺陷;
6、激光加工时基材表面仅轻微熔化,激光加工后不存在热变形;
7、熔覆层与基底润湿性好,结合强度高,易于实现自动化;
九十年代初,激光再制造技术出现成为科研的热门,大部分都专注于它的研究。随着再制造理念逐渐被社会接受和技术的不断长进,我国再制造工业己取得较大的成就,工业规划不断扩大,覆盖行业层面更为广阔,智能程度越来越高,成为近年来激光加工技术的一个新亮点。
现在,我国已进入汽车、工程机械和车床作废置换的高峰期,再制造工业开展面临可贵机会,潜力非常大。激光再制造技术已根本成熟,这样就是一个激光再制造的智能商场正扑面而来。
激光再制造技术是近年来新式的一种技术方式,他以激光熔覆、激光淬火、激光表面合金化技术为主,依据修复零部件的受损使其达到受损前或比受损前更好的功能。
激光熔覆为激光再制造技术。激光熔覆运用高能激光束作为热源,通过金属及焊材的迅速熔化、扩展和冷却,构成一种具有特别功用的表层,这种表层一般具有耐磨、耐蚀、耐热、抗氧化等功用,激光熔覆的优势在于熔覆层与基体是冶金结合,基体热影响区极小,加工和热变形小,对孔洞、搀杂、裂纹等缺陷控制较好。
激光淬火是运用聚焦后(或通过光束整形)的激光束加热于金属表面使其产生马氏体相变构成马氏体淬硬层的进程,通过激光淬火加工后工件表面粗糙度根本不变,不需要后续机械加工就可以满足实践工况的需求;
激光合金化则通过激光参与将合金粉末与基体材料相作用构成一种新相的表面处理办法。
激光加工技术在再制造业中的运用与在其他制造业中的运用相同,有着其他加工技术不可代替的好处。激光加工用于再制造业是由相变硬化开展到激光表面合金化和激光熔覆,由激光合金涂层开展到复合涂层及陶瓷涂层,然后使得激光表面改性技术成为再制造的一项重要手法。
激光再制造技术的出现打破了传统再制造技术在可批改材料及批改零件形状等方面的约束,打破了再制造技术的局限性,选用激光再制造技术批改高温、高压、高转速涡轮动力机械零部件,已先后被石化、电力、煤炭、冶金、轿车等十几个行业认可及应用。
速激光熔覆与高速激光熔覆,常规激光熔覆的共同点:
1、包覆材料通用:可以用常规激光熔覆的材料,可以用高速激光熔覆来熔化;一些常规激光熔覆无法熔覆的材料,如高熔点材料,可以通过高速激光熔覆来熔化。
2、全部采用冶金结合:但高速熔覆的涂层效果与热喷涂类似,表面光滑。常规包层波动较大。
3、通用工艺路线:常规激光熔覆工艺调整的也是高速激光熔覆工艺调整的。
4、应用领域一致:即在常规激光熔覆可以应用的领域可以应用高速激光熔覆,在常规激光熔覆无法应用的领域也可以应用高速激光熔覆。通俗地说,高速激光熔覆可以做到常规激光熔覆可以做到的事情,高速激光熔覆也可以做到常规激光熔覆无法做到的事情。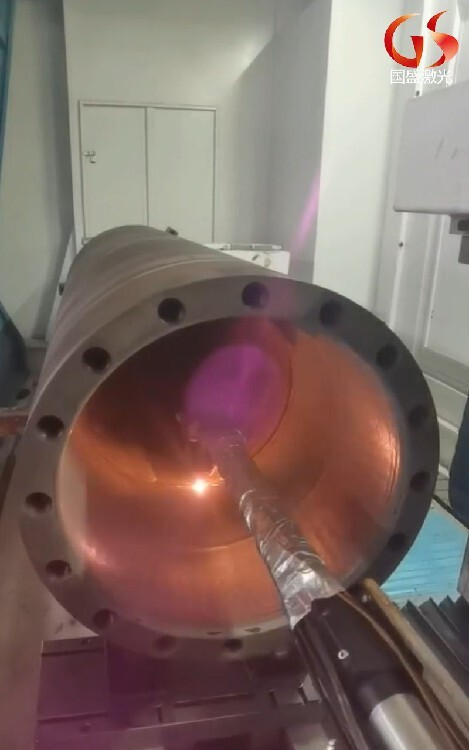
激光熔覆是一种对基材的表面改性技术。通过预先设定熔覆路径,利用激光辐照,使熔覆材料与基体表层快速熔化成激光所经过的熔池,然后快速凝固成冶金结合、低稀释的熔覆层,因此即对机械零件进行原位修复,或熔覆工艺,以提高原基材表面的耐磨、耐蚀、耐热、抗氧化等性能。
与传统加工技术相比,激光熔覆技术具有以下特点:
1、熔覆层与基体能形成冶金结合;
2、基体受到的热影响小,不易变形;
3、熔覆层的稀释率低,节约昂贵的熔覆材料;
4、熔覆层的厚度大小可以控制;
5、可以修复零部件的特定部位及其他方法难以处理的部位。
在对农机零部件进行熔覆和修复之前,需要对农机零部件的表面进行预处理。由于农机工作环境恶劣,农机零部件表面常常覆盖有土壤、油污、水、化肥、农药、铁锈、氧化层等,因此与其他领域相比,零部件的修复工作更多复杂的。对于农业机械的零部件,一般的操作是用水冲洗掉接触土壤的部件表面的污垢。如果破损表面污垢比较牢固,可以采用激光清洗的方法清理。之后,用砂纸打磨待熔覆表面,并用丙酮清洗,避免激光熔覆时表面污渍进入熔覆层,造成缺陷,影响熔覆层的质量和性能。