宁夏生产银焊条批发价格生产厂家
银焊条熔点(比铜铁)低,焊的牢。 焊铜件(铜管),不会把要焊接的铜件熔掉。焊锯条不退火,等。 铜焊条是铜锌合金 ,用于金属的氧炔焰钎焊 磷铜焊条是含磷的紫铜,由于具有良好的自去污能力和良好的流动性、润湿性,已经被制作为无银焊条替代银焊条用于空调、冰箱的钎焊 银焊条以其含银量分类,含银量高的用于首饰、眼镜等的焊接,含银量低的用于用于空调、冰箱的蒸发器、冷凝器以及其他铜制系统件的钎焊。
银焊料包括:银焊条(环保银焊条,非环保银焊条),银焊丝(环保银焊条,非环保银焊条),银焊片,银焊环,银扁丝,银焊粉,银焊膏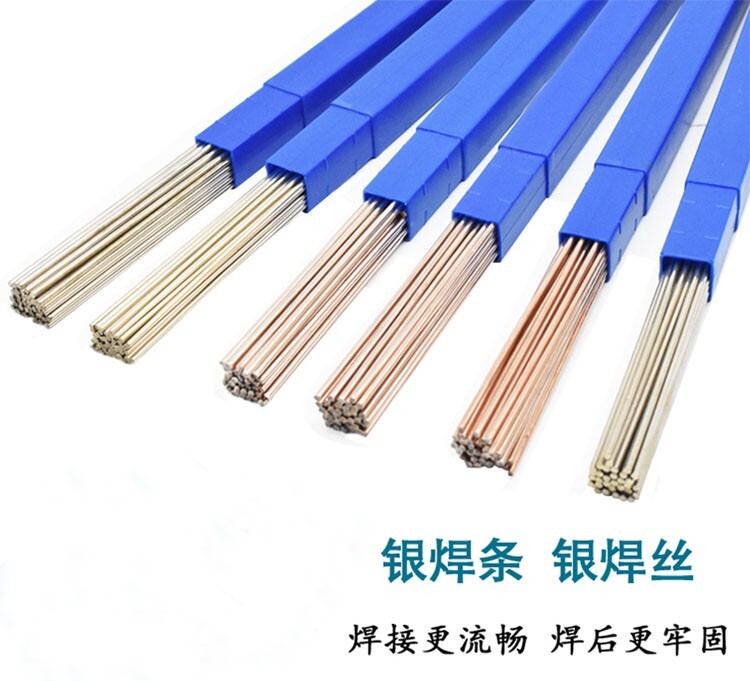
银基钎料是一种以银或银基固溶体的钎料。具有优良的工艺性能,不高的熔点,良好的湿润性和填满间隙的能力,并且强度高。塑性好,导电性和耐蚀性优良,可以用来钎焊所有黑色和有色金属,如不锈钢,硬质合金、金刚石等各种材料。广泛应用于制冷、灯饰、五金电器、仪器仪表、化工、航空航天等工业制造领域。
为了降低熔点及减少银含量,加入铜、锌、镉、锡、镍等构成三元或多元合金钎料。银钎料适用于各种钎焊方法,但除在真空或保护气氛中钎焊以外,一般需要配合银钎剂共同使用,方可获得优良的钎缝。
银基钎料按其成分构成可分为无镉钎料和含镉钎料。含镉钎料具有一定的毒性,不适宜用于与食物、饮用水直接接触接头的钎焊。钎焊工作点需通风。
钎焊前严格清除钎焊处及钎料表面的油脂,氧化物等,钎焊接头的*佳间隙为0.03mm~0.075mm。
产品的规格
1、焊丝系列:Φ0.5~3.0mm盘丝。
2、焊条系列:Φ0.7~3.0mm焊条,1.3×3.15扁焊条。
3、带材系列:厚度为0.1~0.25mm带材或扁丝材,厚度0.1~0.3mm微晶态带材。
4、焊环系列:丝径为Φ0.8~2.5mm,内径为Φ3.5mm以上各种规格的焊环。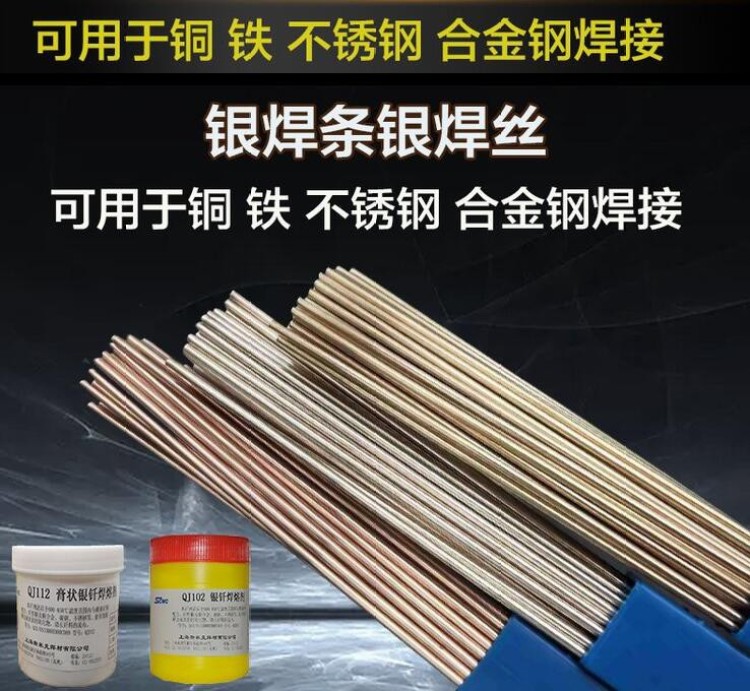
银基铜磷环保焊料(银铜磷钎料)牌号及性能
⑴ HAG-2B 含银2% 等同美标AWS BCuP-6、国标BCu91PAg及L209,具有良好的流动性和填充能力,广泛用于空调、冰箱、机电等行业,铜及铜合金的钎焊。熔点645-790摄氏度。
⑵HAG-5B 含银5% 等同于美标AWS BCuP-3国标BCu88PAg及L205,有一定塑性,适用不能保持紧密配合的铜及其合金接头的焊接。熔点645-815摄氏度。
⑶HAG-15B 含银15% 等同于美标AWS BCuP-5国标BCu80AgP及L204,具有接头塑性好,导电性提高,特别适用间隙不均场合。可钎焊承受振动载荷的铜及其合金接头的钎焊。熔点645-800摄氏度。
BCu80PAg(HL204)(TS-15P) 主要化学成分:Ag:15±1,P:5±0.2,Cu:余量性能:钎焊温度704-816℃,钎焊接头的强度,塑性,导电性能好应用:适用于钎焊铜,铜合金,银合金,钨,钼等金属的焊接
BAg18CuZnSn(TS-18P) 主要化学成分 Ag:18±1,Cu:44±1,Sn:20±2,Zn:余量性能:钎焊温度810-900℃,银含量低,价格低廉,钎焊温度高,钎焊工艺性能好,焊缝强度高应用:适用于钎焊铜及铜合金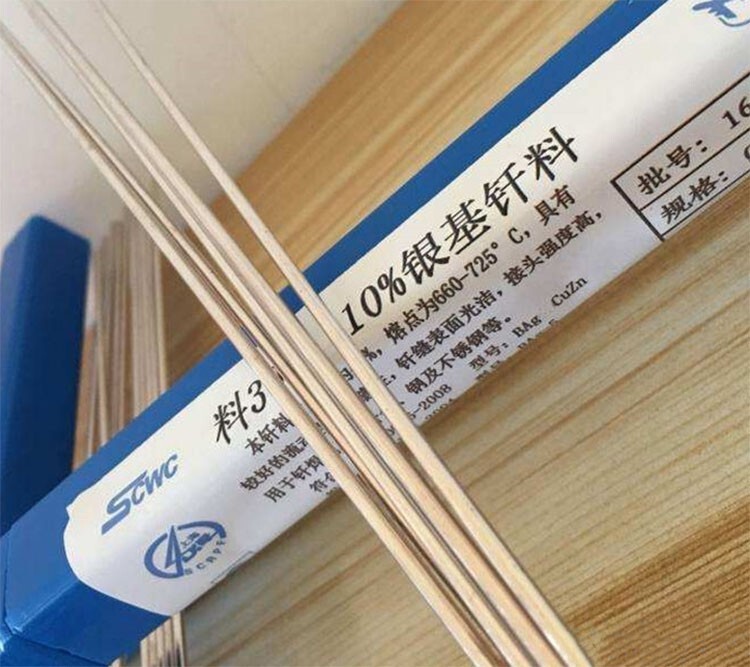
银焊条使用方法?
银焊条是一种于焊接银制品的焊接材料,通常用于焊接银首饰、银器等银制品。银焊条的主要成分是银,与其他合金焊条相比具有较高的纯度和良好的焊接性能。银焊条通常具有良好的导热性和导电性,焊接后的接头表面平整光滑,无气孔和裂纹,焊接强度高,能够确保焊接接头的质量和美观度。 银焊条的选择应根据具体工件材质和要求来确定,一般可根据银含量和其他添加元素的不同进行选择。在使用银焊条时,需要注意选择适当的焊接工艺参数和焊接设备,以确保焊接效果和工件的质量。银焊条通常在珠宝首饰制造、电子器件制造等领域得到广泛应用。