兴安盟Q345B248*124h型钢一名加工厂
天津一名钢铁集团有限公司
销售加工:焊接H型钢,高频焊接H型钢,高频焊H型钢,镀锌焊接H型钢,Q355B焊接H型钢、焊接H型钢、Q235B工字钢、Q235BH型钢、Q355B角钢、Q355B槽钢、Q355B工字钢、Q355BH型钢等各种型钢产品。
不论是承受弯曲力矩,压力负荷,偏心负荷都显示出它的性能,可较普通工字钢大大提高承载能力,节约金属10%~40%.H型钢的翼缘宽,腹板薄,规格多,使用灵活,用于各种桁架结构中可节约金属15%~20%.由于其翼缘内外侧平行,缘端呈直角,便于拼装组合成各种构件,从而可节约焊接,铆接工作量25%左右,能大大加快工程的建设速度,缩短工期。
H形钢的重量轻于工字钢的重量。制造原理,内容很好,值得关注工字梁法兰比腹板厚,外侧薄, H型钢的法兰是相同的。 HW HM HN H是H型钢的通称,焊接H型钢, HW HM HN是热轧的。HW为H型钢高度,法兰宽度基本相等,主要用于钢筋混凝土框架结构柱中钢芯柱,又称刚钢柱,主要用于钢结构中的柱回覆。HM是H型钢的高度,法兰宽度比约为1.33?1.75。抗弯强度大。在相同规格下横向刚度大热轧H型钢的法兰比工字钢宽主要用于钢结构:用作钢框架柱,用作框架结构的框架梁,具有动载荷,例如:设备平台。HN是H型梁高度与法兰宽度之比大于或等于主要用于梁,工字梁的使用相当于HN钢。工字梁和H型钢相应的冷弯机有什么区别?常有人问工字钢与H型钢的形状相似,在实际应用中如何选择.。
公司多年来坚持诚信经营,用不懈的努力与拼搏的精神赢得了很多客户的喜爱,同时还经营:热轧H型钢、低合金H型钢、镀锌H型钢、厚壁H型钢、薄壁H型钢、镀锌工字钢、不锈钢工字钢、热轧工字钢、等边角钢、不等边角钢、热镀锌角钢、冷弯槽钢、不锈钢槽钢、镀锌槽钢等。
借力点较少,若速度过快可能导致构件不稳发作磕碰。装置时还可经过\"繁化简\"的办法将杂乱的部分细化成一个个小个别,再进行全体拼装,这可以显着的进步装置速度,下降难度,进步装置准确度。因为焊缝存在缩短余量,所以在装置时要留下富余量,削减它的影响.HN是热轧H型钢,H数字*数字*数字*数字就是指H型钢高度*翼板宽度*腹板厚度*翼板厚度。因为在空中整个进程都是需求慢慢来的无论是起吊进程仍是调整方向H型钢高度呢就是腹板高度+2块翼板的厚度。结构安置柱网挑选:与修建合作断定柱网尺度。
公司产品应用广泛,主要用于:各种民用和工业建筑结构;各种大跨度的工业厂房和现代化高层建筑,尤其是地震活动频繁地区和高温工作条件下的工业厂房;要求承载能力大、截面稳定性好、跨度大的大型桥梁;重型设备;高速公路;舰船骨架;矿山支护;地基处理和堤坝工程;各种机器构件。
精度高,安装方便,质量易于,可以建成真正的房屋制作工厂,桥梁制作工厂,工业厂房制作工厂等。发展钢结构创造和带动了数以百计的新兴产业发展。钢坯加热是关系轧钢产品质量的重要环节,H型钢感应加热炉热可获得满足轧制要求的温度及均匀性,显现出缩短加热时间,提高产量,降低燃耗的潜力。一向以来,说到感应加热职业大家首要想到的是劳动强度大,噪音大,危险性高。而随同感应加热设备。集约化生产便于机械制造以热轧H型钢为主的钢结构工业化制作程度高材料架等自动化设备在感应加热职业上的运用,这种状况得到了的改善,自动化设备替代人工不仅仅提高了出产功率,并且的降低了劳动强度和动力的。仅仅大家对环保节能之需要是在不断的提高的。
规格包括:Q235B、Q235C、Q235D、Q235E、Q355B、Q355C、Q355D、Q355E、Q345B、Q345C、Q345D、Q345E、20#、45#......按照钢的冶炼质量不同,型钢分为普通型钢和高质型钢。普通型钢按现行金属产品目录又分为大型型钢、中型型钢、小型型钢。普通型钢按其断面形状又可分为工字钢、槽钢、角钢、圆钢等。工字钢、槽钢、角钢广泛应用于工业建筑和金属结构,如厂房、桥梁、船舶、农机车辆制造、输电铁塔,运输机械,往往配合使用。扁钢在建筑工地中用作桥梁、房架、栅栏、输电船舶、车辆等。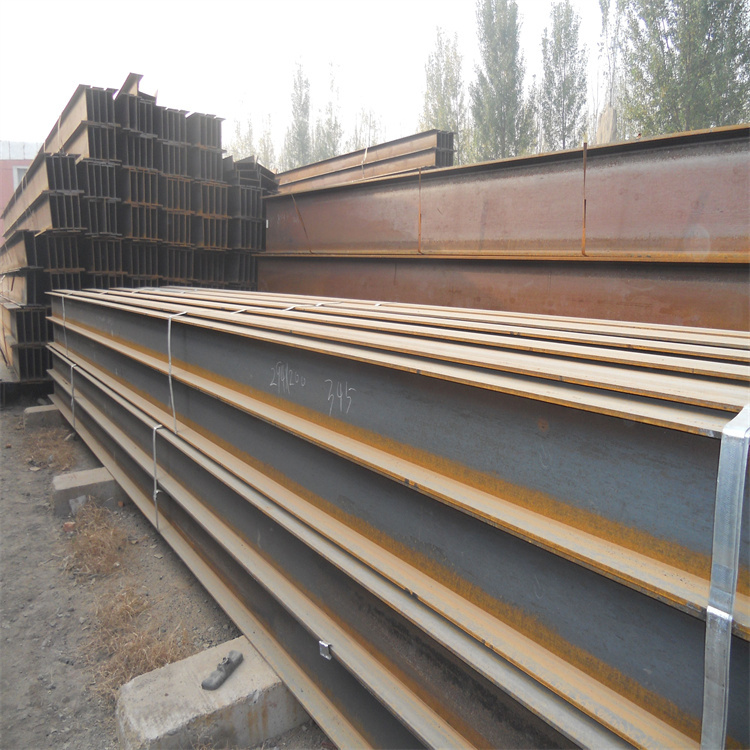
线材的绝缘性是否良好,如果不合格,很容易被炉渣烧坏。焊接时注意不要突然停止供电,否则会产生刺眼的弧线刺伤眼睛。所以好戴防护眼镜。半自动埋弧焊焊缝应放置在固定的位置,以免发生短路。看完之后,我相信大家都知道更多关于埋弧焊H型钢的信息,所以你可以稍后再选择。没有电弧辐射和少量烟雾。为了生产质量优良的埋弧焊H型钢良好的工作环境:更好的自动化原因减少了使用体力的艰苦工作为什么高频焊接H型钢在地震中损坏较少。在生产过程中应注意以下几点。注意机器上小轮的绝缘是否良好地震是由地壳之间的碰撞引起的灾难。可以说它一直在发生,这是不可避免的现象。大多数地震发生在无人区域,震级大而小。在目前的技术水平上,地震无法预测,因此会造成的损失。由于无法预测,采取良好的保护措施是必然的选择。合适的建筑材料可以增强建筑物的抗震性。
以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了重车后的轧辊能恢复原来的形状。俗称轧边机这样就需要在机架后设置轧边端机由于仅用轧机尚不能对翼缘边端施以压下应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。