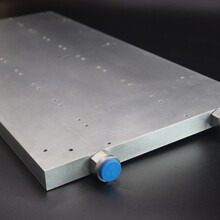
嘉兴型材散热器需要联系,型材散热器热阻计算
提升冷板的散热性能主要依靠:
1)改善流场。使流体在流道内有足够长的回路(要考虑符合的压降,以免影响流量),流道内的液体吸热均匀,通常采用的方法有:Pin fin组,扭旋片,wave channel等。
2)增加吸热面积。流体接触冷板吸热端的面积足够,吸热效果才能更好。增加面积的方法有:skiving, CNC铣槽,crimp fin,铝挤压fin片等。
3)冷板吸热面平面度、粗糙度及厚度。由于工业冷板的功耗通常都比较大,以千瓦级计,所以冷板的平面度、粗糙度及厚度都对冷板的热阻有很大的影响。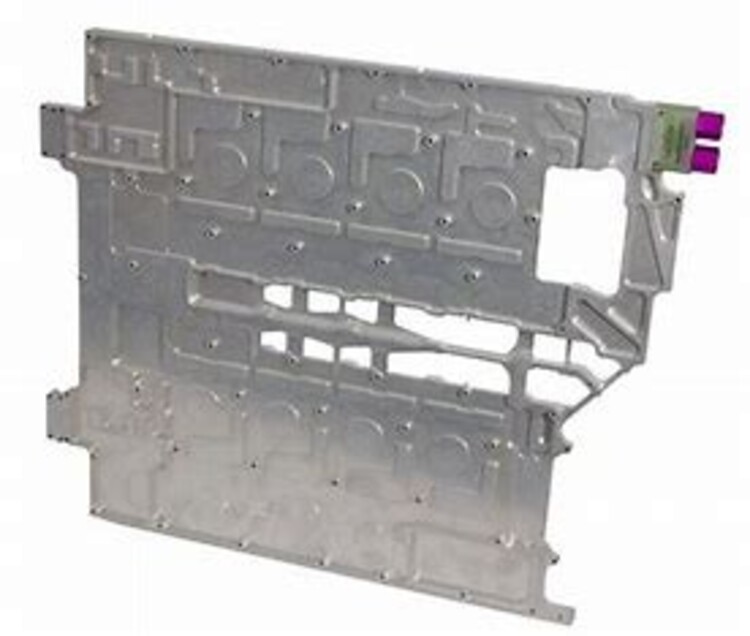
焊接设计要注意:
Ø采用氩弧焊接需要开适合焊接的斜坡口;
Ø钎焊、搅拌摩擦焊需要严格控制焊缝的间隙,间隙在0.05~0.10mm之间;
Ø无论何种焊接方式对焊料的选择都焊料与母材的材质相近,否则因产品处于盐溶液当中产生原电池反应腐蚀焊缝。
Ø对于焊接会产生变形,焊接前产品需对厚度留有余量,以免后加工使产品尺寸无法
水冷板的强度。采用深孔加工,或者尽量小面积焊接是提高强度的方法;可以分多处小块焊接,尽量避免大面积盖板焊接
水冷板的承压和泄漏测试
依照客户规格对产品性能进行测试
承压和泄露测试。水冷板通常要求产品测试压力为正常使用压力的2~3倍,保压时间一般在15~120min之间。
一般说来,水冷板为无风机设计,辅以动态、、智能化的冷却技术可以有效降低制冷能耗的成本,实现、准确的热量交换,其缺点是存在意外漏水的弊端,因此,对水冷板的加工制作工艺提出了很高的要求。
是一些大功率器件,如SVG、变频器、逆变器、IGBT等等,这些器件都可以使用水冷板散热器进行散热,而且散热效果非常好。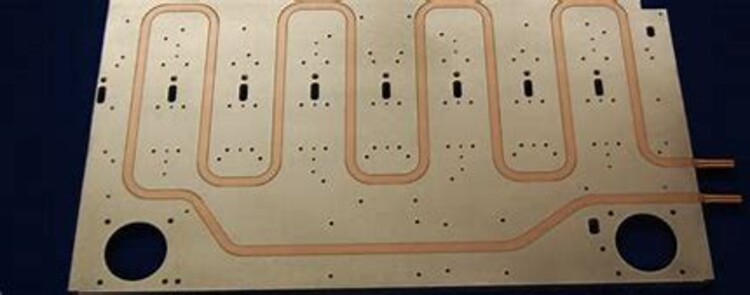
推动水冷板不断迭代和发展的一个重要因素是:提高导热效率。
提高导热效率通常有以下几种方案:
(1)提高冷板与电芯的接触面积;
(2)提高冷板与电芯之间界面的导热率;
(3)提高冷板自身(材料)的导热性能;
(4)调整流道设计,提高流体自身的换热效果;
(5)不同冷板布置方案。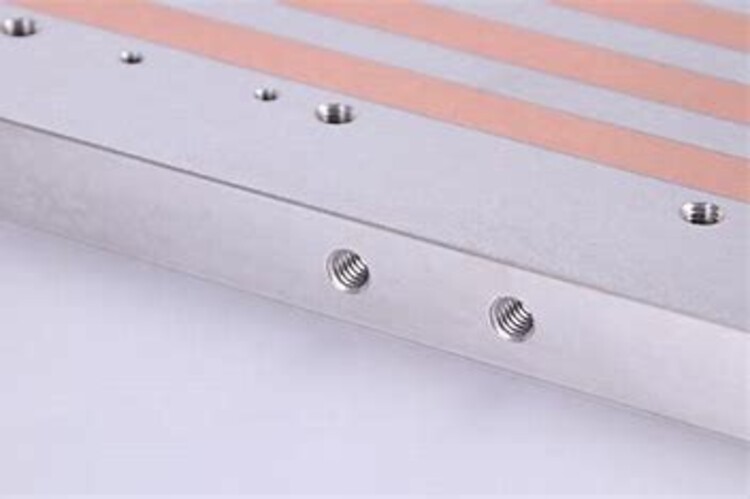
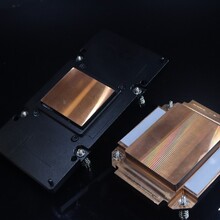
冷板材料上,目前业内主要采用的是铝合金,铜的导热效果更好,但成本要贵得多,所以不是主流方向,在非电池包领域有应用;对于提高导热界面的导热效率,主要是在导热界面材料TIM上做功夫,由之前的空气介质,到后来的导热垫,再到目前的导热胶,TIM的导热效果在不断提高。
在上述两点确认后,冷板设计的重心基本就集中到了提高冷板与电芯的接触面积、调整流道设计,提高流体自身的效果上来。这种变化我们可以从法雷奥对于不同充电功率所需冷却效果(综合换热系数)的划分上对比来看。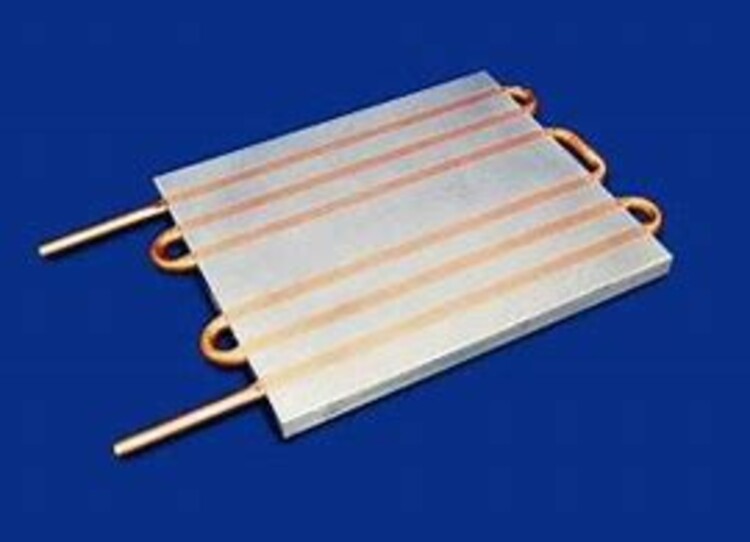
冲压流道和凸包这种大平板式的冷板设计迎合了当前快充和大模组、CTP的设计思路,是当前的主要应用趋势。另外,根据是否存在模组、界面材料TIM、箱体和电芯,这4者与冷板的位置来划分,冷板至少有6种的布置方案,其中箱体集成水冷板是目种比较受欢迎的设计思路。
Innerfins的设计思路在功率电子电气方面应用得较多,在电池系统领域还没有看到应用的量产案例,但国内有企业在做这块。
材料这块,除了金属,有些材料企业在尝试塑料冷板的方案,这是个很有惊喜的方向,期待有量产的方案出来。