广东潮州振动时效仪生产厂家,振动时效设备
振动时效工艺采取共振原理:
振动时效设备,利用高频振动消除应力,高频振动通过一定的频率跟一定的周期规律性的振动,促使工件内部残余应力晶体移位降低应力高点的应力,使得整体应力降低到应力平衡点。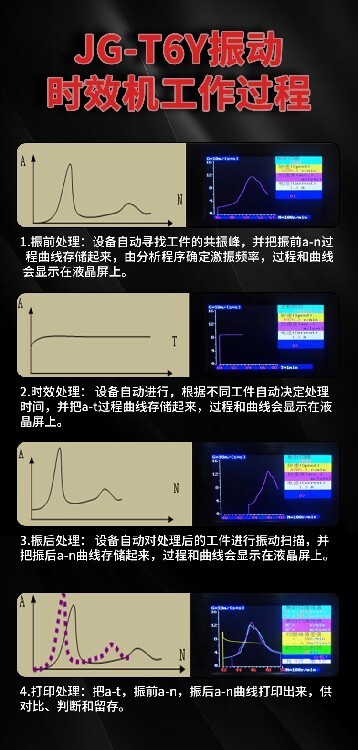
振动时效整机组成部分及相关特点
振动时效设备是由控制器、激振器、传感器、弹性胶垫、打印系统、附属装卡工具及相关连接线组成。操作简单,使用方便。随着节能减排意识的日益普及和振动时效技术本身的实际效果,振动时效设备越来越多的应用到生产流程之中,是目前国内消除残余内应力不可或缺的实用设备。实践证明振动时效替代热时效后可节约能源90%以上,提高抗变形能力30%以上,尺寸稳定性提高30%以上,疲劳寿命提高20%以上。时效时间一般只需15—40分钟,且不受工件重量限制、大小限制。可安排在任何工序之间。具有投资少、使用成本低、操作简单等优点,越来越多的应用于生产加工过程中。
JG-T6Y全自动振动时效控制器简述:
液晶全自动控制系统是整套设备的,振动时效设备主要的组成部分。附带工业显示器和嵌入式打印机。工业显示器可现实设备运行中的动态数据变化以及设备自身数据。工艺过程中的曲线变化和设备操作中出现的疑难问题也将由显示器现实出来,用户可得到直观了解。经过技术人员的不断研发改进,振动时效控制器实现了振动时效过程的全自动化,能自动确定扫频范围,自动选择恰当的时效频率进行时效处理,自动快速和科学的检测振动时效工艺效果。
振动时效去应力设备主要工作过程
1.振前扫描:开机后,对工件进行从0-10000频率范围内的振动情况进行扫频处理,从而找到适合被时效处理工件的时效频率并未后期数据处理判断提供依据
2.寻找振动时效亚共振点:经过振动时效扫描后,根据扫描的数据,计算有效的亚共振频率点,并选取合适的振幅。
3.时效进行中:按照振动时效亚共振点的数据进行恒福振动时效,应变有效消除残余应力。
4.振后扫描:时效过程结束后,对被时效工件重新进行扫频处理,配合国家标准,判断此次振动时效效果是否有效
5.打印数据:对整个时效过程及结果的曲线及数据进行打印处理,以便有效保存此工件的应力消除数据。
振动时效是利用共振原理来消除和均化金属铸件、锻件、焊接结构件、有色金属等零件的残余应力,以防止零件尺寸变形和开裂。他与传统的热时效相比:可节能95%、节省生产费用80~90%、缩短生产周期90%左右、不产生时效氧化皮等;无环境污染、不受零件大小、场地等限制、且时效效果直观,并优于热时效。
振动时效仪订购注意事项:
1、配置的激振器满足需时效工件的重量。
2、是否具备自动扫频功能及手动扫频功能。
3、设备扫描时能否找到合适的共振峰。随着激振器电机转速的升高,工件会逐渐达到共振状态,设备 会有明显的震感和发出共振的嗡嗡声。
4、设备共振时效状态下用手摸一下工件,看是否有很强烈的震感,适当的时候可以用铁屑或者沙子放在工件上面,看铁屑或者沙子是否有明显的跳动。
5、设备时效完成后是否自动判定工艺结果。







