丽水普板切割-容器板加工按图加工
丽水普板切割- 可切割加工各种板材切割件:轴承座、法兰盘、牌坊件、预埋件、钢板喷砂、卷筒折 弯等业务 异形件、几何形构件等各种图形加工。大型镗床立车、五轴加工机床等加工厂附近有着全国的机械设备配套加工基地。欢迎来电洽谈!
南京/溧水/高淳/徐州/邳州/新沂/睢宁/沛县/丰县/连云港/东海/灌云/赣榆/灌南/淮阴/淮安/淮阴/涟水/洪泽/盱眙/金湖/宿迁/宿豫/沭阳/泗阳/泗洪/扬州/高邮/江都/邗江/宝应/泰州/兴化/姜堰/泰兴/靖江/南通/如皋/通州/海门/启东/海安/如。
钢板切割-钢板零割 等到快到到达切割终点时,应稍微放缓切割速度才是。4.切割过程中的一些艺参数,应根据具体的设备种类,以及切割材料情况来具体确定,不能盲目做判断。一家专注钢板切割的厂家---无锡海辰得,来图或者来样进行切割,不管多厚的钢板都可以的切割无锡海辰得切割经验总结第410项-/gbaadaj/-。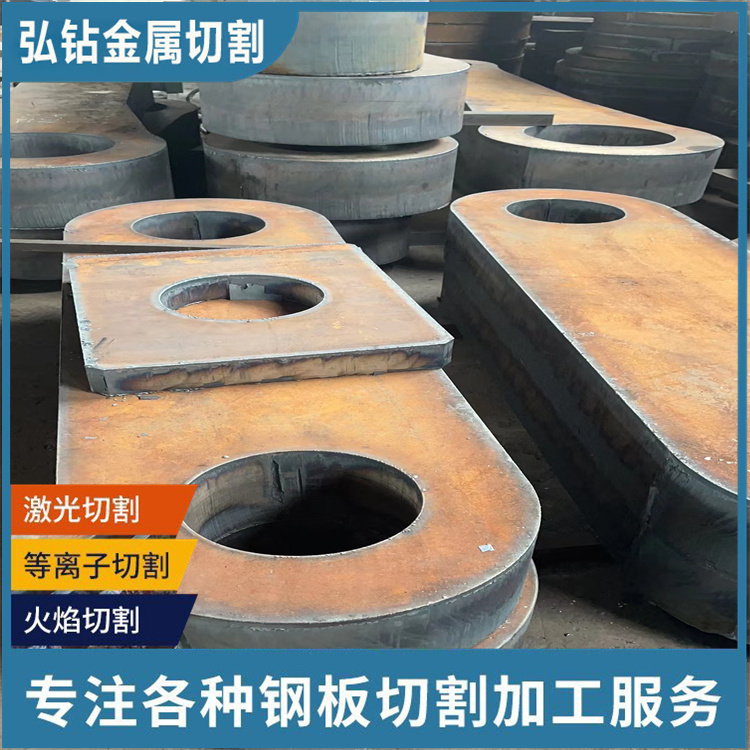
丽水普板切割-容器板加工 按图加工 气割时,割炬的移动应保持匀速,割件表面距离焰心以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。3.5在进行厚板切割时,预热火焰要大,气割气流长度超出件厚度的1/3。割嘴与件表面约成10°~20°倾角,使零件边缘均匀受热。
出现切割裂纹,其原因是有:钢板含碳量过高,件预热温度不够及件冷却时间过短等。答:在钢板切割中,以前是使用丙烷,但随着新能源的出现,目前越来越多是使用气了,因为它环保且切割面比较平整,其一缺点就是燃烧温度不够,所以有时会加入增益剂,来解决这一问题。
激光未完全切割透状态的分析分析后可以发现下面的几种情况是产生加工不的主要情况:激光头喷嘴的选择与加工板厚不匹配;激光切割线速度过快,需要操作控制减小线速度;另外,还需要特别注意的是,在L3030激光切割机切割5mm以上碳素钢板时需要更换7.5″焦距的激光镜片。