江西注塑机快速换模系统厂家价格
2025-02-23 11:00:37
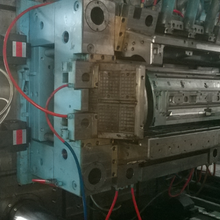
压铸机快速换模系统包含夹模器、控制箱以及动力单元,通过操作控制手柄上的按钮便可快速拆卸模具与装夹模具,的降低换模时间。
换模作业,按其时间特性可以分为“内换模”和“外换模”。
1)内换模,指那些将生产活动中断下来才可以完成的活动,生产只有在活动完成后才能继续,主要包括模具拆卸、顶杆调整、模具对准、模具固定、首件检验等工作;
2)外换模,指那些不用使生产活动停止便可完成的活动,不影响正常的产出,主要包括:寻找模具、吊取模具、吊取材料、成品转移、模具归位等工作内容。外换模又分为“前外换模”和“后外换模”。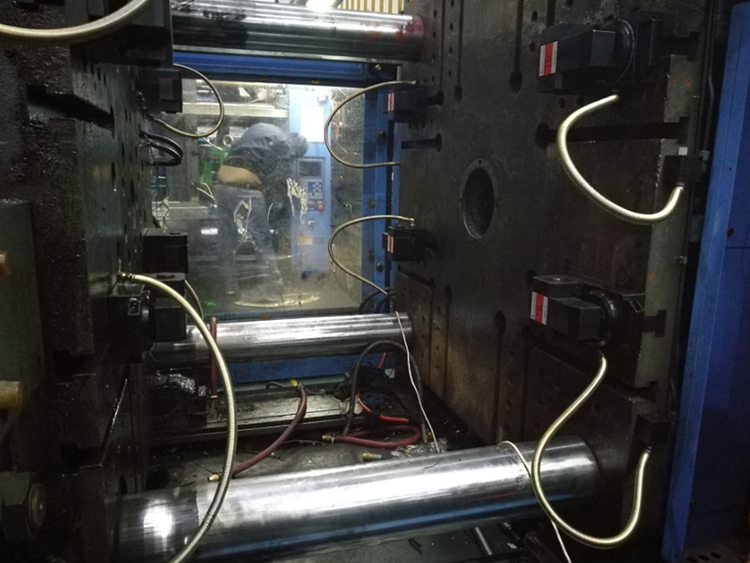
模具水平放入时,可使用换模台车方式,更换模具,更具安全性,并达成整厂快速换模系统之规划,使得模具之输送及储存更具自动化。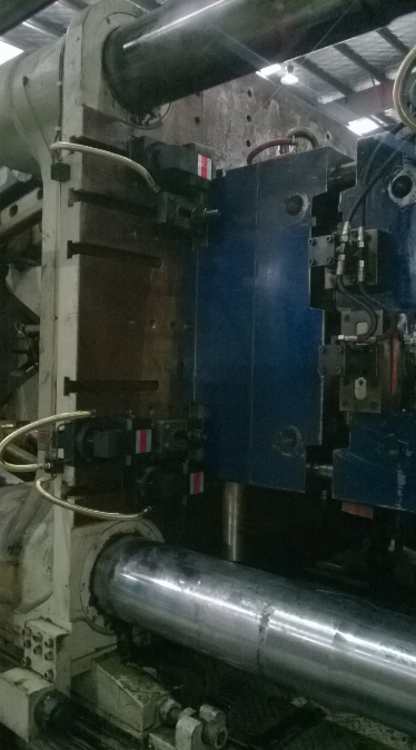
磁力固模系统
磁力固模系统是用来夹持模具的,夹持模具的还有机械旋拉式和液压压板式。机械旋拉式花费时间长,不适合快速换模;液压压板式目前技术成熟,应用广;磁力固模系统由于方便快速、适用于各种形式和规格的注塑机,是近年比较流行的固模系统。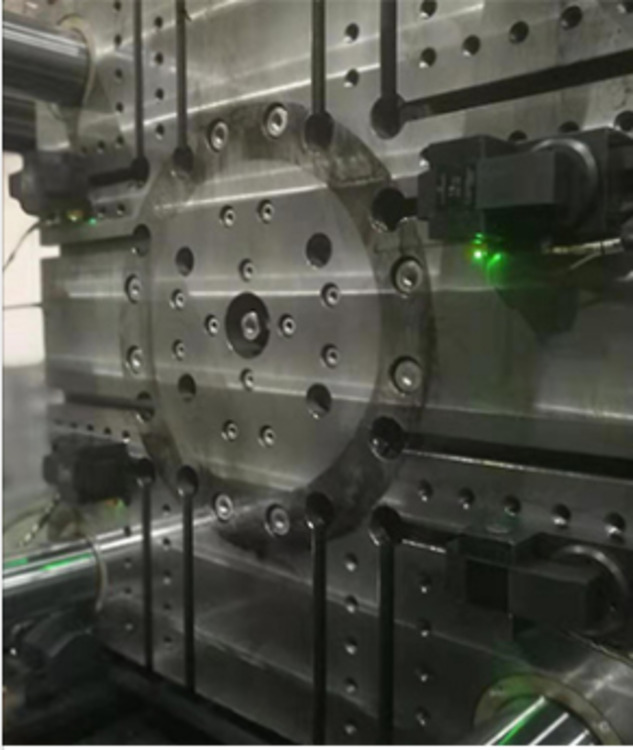
变换操作”是指那些只能在设备停止运行后方可进行的操作,主要包括:模具拆卸、顶杆调整、模具对准、模具固定、首件检验等工作;
“外变换操作”则是指那些能够在设备运行过程中进行的操作,主要包括:寻找模具、吊取模具、吊取材料、成品转移、模具归位等工作内容。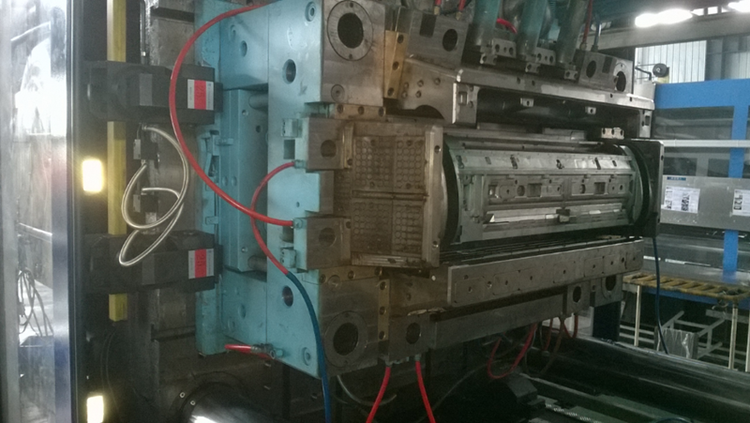
尽量将内部时间转换为外部时间,缩短停机换模时间。
在还没有停机的时候就做好前期准备,比如:如工装夹具准备;零部件准备;作业指导书准备;升降工具、作业台准备等。
提高内部换模效率。
(1)简化模具取按动作
(2)多人并行工作
(3)缩短调整时间
标签:坡注塑机快速换模系统、马注塑机快速换模系统
联系方式
东莞市天驭精密机械有限公司