OM-5防腐涂料包检测
本产品om-5防腐涂料应有的涂装操作人员根据产品包装或本手册上的说明使用。
涂覆和使用本产品的一切工作都根据各种有关的卫生、安全和环保法规与标准进行。
如果对本产品是否使用有疑问,请与本公司技术服务部门查询详情。
技术参数:DL/T901-2004火力发电厂烟囱(烟道)内衬防腐材料
指标
粘度(涂4杯)≥S60
干燥时间:表干≤2
干燥时间:实干≤24
附着力,级≤(钢板或与混凝土)1
柔韧性,mm≤1
耐冲击性,kg cm50
耐酸性40%硫酸溶液浸泡40d
涂层无裂纹、气泡、剥落
耐热性(250℃4h)
涂层无裂纹、气泡、剥落
耐水性(常温浸水30d)
涂层无裂纹、气泡、剥落
涂装施工:
无气喷涂:喷嘴口径0.4mm-0.5mm,喷出压力20MPa-25MPa(200kg/cm2-250kg/cm2),稀释比例0-5%。
空气喷涂:喷嘴口径1.5mm-2.0mm,喷出压力0.3MPa-0.4MPa(3kg/cm2-4kg/cm2),稀释比例10%-15%。
建议涂装道数:
无气喷涂1道,涂刷或者辊涂1-2道。
前道配套:
OM-5烟囱防腐底漆
后道配套:
OM-5烟囱防腐面漆
施工条件:
底材温度须3℃,相对湿度须小于85%。
被涂底材温度低于0℃时,建议不能进行施工。
OM耐酸防腐底漆 烟囱防腐底 OM-5烟囱耐高温涂料 脱硫防腐 耐酸耐温防腐 烟囱烟道防腐
廊坊佐涂防腐设备有限公司生产:OM-5高温耐酸烟道涂料,脱硫塔玻璃鳞片胶泥,污水池防腐涂料,管道耐磨陶瓷涂料,环氧煤沥青漆,乙烯基树脂,环氧玻璃鳞片胶泥,杂化聚合物涂料等。
OM-5耐酸涂料储罐施工要求:
OM-5耐酸涂料的施工遵守涂装规格书和产品说明书的要求。在涂漆,固化和修补工作中,所有进入储罐的作业者,穿上脚套,防止漆膜被破坏。
一、预涂OM-5耐酸涂料
预涂是好的工作方法的重要部分,应该成为所有储罐内壁涂装施工的一部分。预涂的道数、次数等要在规格书中明确体现出来。预涂一般在那些难以达到要求的覆盖处,包括但不于下列部位:自由边、焊缝、管路、梯子、难以触及的地方;预涂通常要求达到规定的漆膜厚度,使用小口径喷嘴喷涂或刷涂的方法。重涂间隔要严格按照产品说明书要求。
1、重涂搭接部位:对于搭接区位在施工中和检查过程中要格外注意。多次喷砂处理时,要预防喷砂过界造成的损伤。
2、当超过重涂间隔时,对搭接区要予以特别注意,为了确保良好的附着力及平滑的表面,先除去先前涂装部位上的干喷漆雾,并磨出坡口过渡层。
3、混合:OM-5耐酸涂料为双组份包装,固化剂(A组分)和液体基料(组分B)。把固化剂缓缓倒入液体基料中,同时用机械搅拌器进行搅拌。不要把液体基料倒入锌粉中。施工前用60目以上滤网过滤,并在喷涂过程中持续搅拌。
4、稀释:无气喷涂时,稀释剂的添加量不超过5%,稀释剂应在两组份混合后加入。
5、混合使用时:两个组分混合后,要在1~2小时(23℃)内用完,混合使用时间会随着温度的升高而降低。超过混合使用时间的涂料将不得再使用。
6、施工方法:推荐采用无气喷涂,因为空气喷涂要反复多遍喷涂,漆膜成形不良。使用压力罐空气喷涂也能用于用于OM-5耐酸涂料的施工。刷涂只用于小面积部位。
7、固化:为了涂料达到完全固化,储罐用淡水冲洗。淡水冲洗储罐后,罐底要预留1m深的淡水,并封闭储罐以创造一个高湿度环境。这种状态要保持48小时。
二、检查要点
1、现场检查要点
储罐状态 结构,清洁,气体等、脚手架 灰尘,清洁,接触端头,工作空间、除湿器 能力和施工计划、通风设备 能力和施工计划、加热器 钢板温度、照明能够读报纸
2、结构和清洁检查要点
飞溅 打磨清除、重皮 打磨清除、咬边打磨或重焊、粗糙焊缝 打磨光顺、焊缝气孔 电焊并打磨、焊烟 清除、油脂 洗涤剂或溶剂清除
3、表面处理检查要点
包扎物 喷砂前、喷砂的包扎物 除掉后重新包扎、清洁度 Sa 2 、表面粗糙度 Rz 30 ~ 50、灰尘清洁度 2 级、油脂 洗涤剂或溶剂除油、环境条件、空气温度 5 ~ 40 ℃、相对湿度 40~60%、钢板温度和露点 钢板温度露点3℃以上
4、施工检查要点
施工计划 详尽可行、施工设备 良好工作状态、通风系统 小 2次/ 小时、包扎物 换新的包扎、混合 正确比率、搅拌 持续机械搅拌、稀释 通常无须稀释、工人的脚套 干净、涂料贮存 室温,避免阳光、预涂 没有漏涂、湿膜厚度 不适用、环境条件、空气温度 10 – 40 相对湿度 ? 65、钢板温度和露点 钢板温度露点温度3 ℃以上
5. 终检查
外观 光泽和颜色均匀,没有流挂,粘附的漆雾,污物等缺陷 涂层覆盖完整,没有开裂,漏涂等。干膜厚度 根据规格书要求的的小/大干膜厚度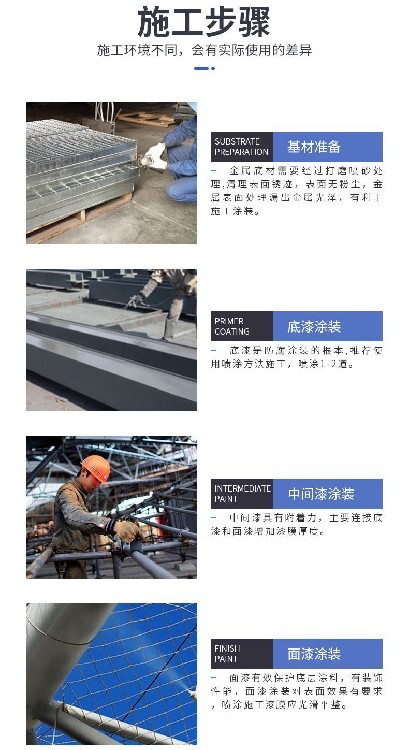
OM耐酸涂料的固化和复涂时间
OM涂料施涂后由液体涂层慢慢变成固体涂层,这个过程就是固化,而固化的时间长短,直接影响施工效率(进度),这种情况下就产生了固化时间(通常也被称之为干燥时间)这个技术指标。OM涂料的防腐,大多数情况下由复合涂层组成,即底涂层/漆 + 面涂层/漆或底涂层/漆 + 中间涂层/漆 + 面涂层/漆
然而,复合涂层的各道涂层之间存在着复涂(后面一道涂在前面一道涂层上)的间隔问题,时间不能太短,也不能太长,需要根据涂料产品说明书中给定的时间来复涂,否则OM涂层会出现质量问题。另外,复涂时间过长,也会影响施工效率(进度),这种情况下就产生了复涂间隔时间这个技术指标。这两个指标,前面提到过会影响施工效率(周期),而对于企业来说,效率快慢是非常重要的指标之一,所以每个涂料产品说明书都会提到这两个指标。且由于温度高低的影响,会导致涂层固化及复涂间隔的快慢,所有产品说明书中也应该要标出不同温度下涂层的固化和复涂间隔时间。
对于OM涂料的固化,不太熟悉涂料施工的涂友会觉得涂料固化就固化,干了就可以,其实不然,涂料的固化在上把它分为几个阶段,这样区分可以便于施工,以及确认涂料的终性能(即何时可以正式投入使用)。
1、表干:施涂液体涂料后,用手轻轻触摸不会黏上涂料的干燥程度,但涂料还是软的。
2、实干或硬干或踩踏干:手指按压不动涂层表面,或人可以轻踩在涂层上进行作业的干燥程度,但还没有达到涂层预定的所有性能。
3、完全固化:涂层中的溶剂基本上已经全部挥发,且固化的已经满足了涂层预定的所有性能的干燥程度。
对于OM涂料的复涂间隔,他也不是简单的说复涂就复涂,由于OM涂料的特殊性,他分为多种情况。
在OM涂料产品说明书中提到的复涂间隔时间,分为下面4种表述:
1、短复涂间隔:施涂后的涂层,在短时间内可以复涂后续涂层的间隔时间。
2、长复涂间隔:施涂后的涂层,当超过完全固化时间后再复涂后续涂层,涂层之间的结合力会受到影响,所以要在前道涂层完全固化之前复涂涂层,这种情况的复涂间隔叫做长复涂间隔时间。
3、自复涂间隔:同一种涂料之间的复涂间隔,如OM-4与OM-5之间的复涂间隔。
4、不同类型涂层复涂间隔:不同种类涂料之间的复涂间隔,如OM-5与乙烯基高温涂料之间的复涂间隔。
以上的固化时间和复涂间隔时间受环境条件以及膜厚厚度的影响,涂说明书中往往是实验室得出的理论值或参考值,不一定与现场的施工环境一致,所以具体的数据往往要咨询涂料生产商。









