大型大型输送机费用
我们一般会根据带式输送机的使用场所,工作环境,技术性能及输送物料种类等多方面的不同,以满足多种作业工况的形式,除较多采用的通用皮带输送机外,还有多种新型结构的特种胶带输送机,其中具有代表性的主要有:大倾角带式机,深槽带式机以及压带式机,管状带式,气垫带式,平面转弯带式,线摩擦式,波状挡边输送带式运输机械等,进行细化又可存在多种分类方式,现作以下介绍:
按用途分类,有通用移动式,井下选用式,露天矿用固定式,特种结构式,可移置式输送机,装载机转载功能式,大倾角式输送机等,一般来说短距离厂内运输机可以完成水平,上运或者下运,可逆花纹式皮带机可以用于双向输送物料,悬臂机通常安装在堆料机上,并可回转,以实现排土或布料的作用,而由门架支撑的高架机通常配合其他散料处理设备共同使用,例如在水电建设中的应用,可配置标准中间框架,该机架设置在轨枕上,可便于移置;
按运输物料的类别来分类,有一般松散物料用的,坚硬物料用的以及单件物料用的皮带输送机等,按橡胶运输带承载段的位置来分类,包括皮带承载段在上面的和承载段在下面的以及同时承载段在上下面的双向输送机三种类型,使用双向输送机可以分别在上分支和下分支输送物料,但为了保持物料接触面不产生改变,需要对橡胶带进行定期翻转。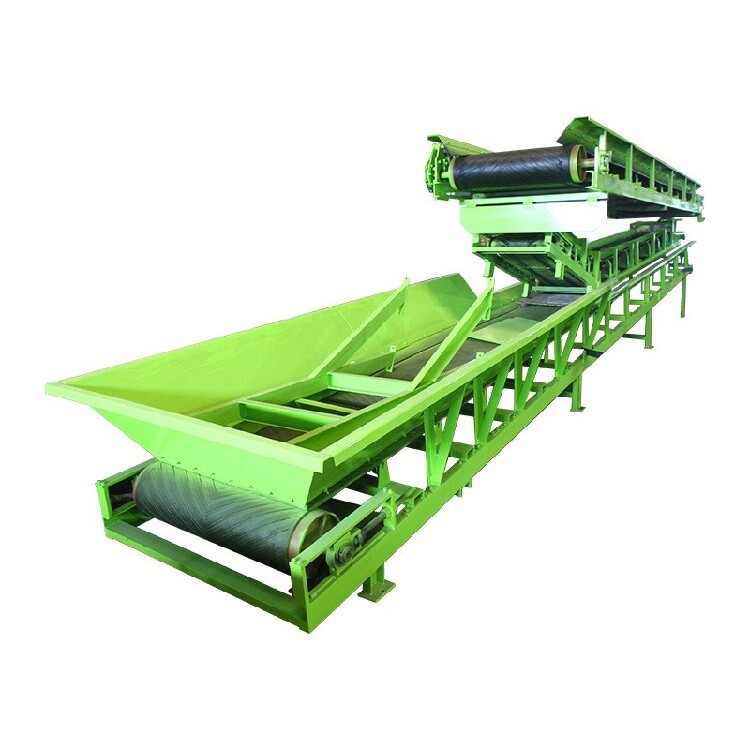
刮板输送机流水线的介绍(优点及缺陷):
用刮板链牵引,在槽内运送散料的输送机叫刮板输送机。按刮板输送机溜槽的布置方式和结构,可分为并列式及重叠式两种,按链条数目及布置方式,可分为单链、双边链、双中心链和三链4种。
刮板输送机的相邻中部槽在水平、垂直面内可有限度折曲的叫可弯曲刮板输送机。其中机身在工作面和运输巷道交汇处呈90度弯曲设置的工作面输送机叫“拐角刮板输送机”。
在当前采煤工作面内,刮板输送机的作用不仅是运送煤和物料,而且还是采煤机的运行轨道,因此它成为现代化采煤工艺中不可缺少的主要设备。刮板输送机能保持连续运转,生产就能正常进行。否则,整个采煤工作面就会呈现停产状态,使整个生产中断。
各种类型的刮板输送机的主要结构和组成的部件基本是相同的,它由机头、中间部和机尾部等三个部分组成。
此外,还有供推移输送机用的液压千斤顶装置和紧链时用的紧链器等附属部件。机头部由机头架、电动机、液力偶合器、减速器及链轮等件组成。中部由过渡槽、中部槽、链条和刮板等件组成。机尾部是供刮板链返回的装置。重型刮板输送机的机尾与机头一样,也设有动力传动装置,从安设的位置来区分叫上机头与下机头。
刮板输送机主要优点:
1、结构坚实。能经受住煤炭、矸石或其他物料的冲、撞、砸、压等外力作用。
2、能适应采煤工作面底板不平、弯曲推移的需要,可以承受垂直或水平方向的弯曲。
3、机身矮,便于安装。
4、能兼作采煤机运行的轨道。
5、可反向运行,便于处理底链事故。
6、能作液压支架前段的支点。
引弧时需注意如下事项:
1)引弧处应无油污、水锈,以免产生气孔和夹渣。
2)焊条在与焊件接触后提升速度要适当,太快难以引弧,太慢焊条和焊件粘在一起造成短路。
(2)运条
运条是焊接过程中重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。
焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。
焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢,则焊道会过高、过宽、外形不整齐,焊接薄板时会发生烧穿现象;若焊条的移动速度太快,则焊条与焊件会熔化不均匀,焊道较窄,甚至发生未焊透现象。焊条移动时应与前进方向成70—80度的夹角,以使熔化金属和熔渣推向后方,否则熔渣流向电弧的前方,会造成夹渣等缺陷。
输送机调试步骤
(1) 各设备安装后精心调试输送机,满足图样要求。
(2) 各减速器,运动部件加注相应润滑油。
(3) 安装输送机达到要求后各单台设备进行手动工作试车,并结合起来调试输送机以满足动作的要求。
(4) 调试输送机的电气部分。包括对常规电气接线及动作的调试,使设备具备良好性能,达到设计的功能和状态。
输送机的常见故障及处理方法如下:
1、常见故障:电动机不能起动或起动后就立即慢下来。
故障原因分析:a线路故障;b电压下降;C接触器故障;d在1.5秒内连续操作。
处理方法:检查线路;检查电压;检查过负荷电器;减少操作次数。
2、常见故障:电动机发热;
故障原因分析:由于超载、超长度或输送带受卡阻,使运行阻力增大,电动机超负荷运行;由于传动系统润滑条件不良,致使电动机功率增加;电动机风扇进风口或径向散热片中堆积粉尘,使散热条件恶化。
处理方法:测电动机功率,找出超负荷运行原因,对症处理;各传动部位及时补充润滑;清除粉尘。
3、常见故障:满负荷时,液力偶合器不能传递额定力矩
故障原因分析:液力偶合器油量不足。
处理方法:加油(当双电机驱动时,用电流表测量两电动机。通过调查充油量使功率趋向一致。)
5、常见故障:减速器过热
故障原因分析:减速器中油量过多或太少;油使用时间过长;润滑条件恶化,使轴承损坏。
处理方法:按规定量注油;清洗内部,及时换油修理或更换轴承、改善润滑条件。
6、常见故障:输送带跑偏
故障原因分析:机架、滚筒没有调整平直;托辊轴线与输送带中心线不垂直;输送带接头与中心线不垂直,输送带边呈S型;装载点不在输送带中央(偏载)。









