重庆重型高刚性摇摆头五轴加工中心行程
山东海特数控秉持“海阔天空,特立行”的企业文化。专注于数控智能装备的企业,市场占有率逐年增长,品牌越来越受到市场认可。海特数控机床把质量之根深植于企业发展全过程,把诚信之本贯穿于生产经营的各个环节。未来,我们将以团结实干的工作态度,文明诚信的工作作风,以一个时代领跑者的姿态,奔行于数控机床行业的,为中国数控机床行业的发展创造出奇迹,海特人将为之不懈努力,让中国制造。
山东海特数控HBC1370F5立式摇摆头五轴加工中心
项目名称 单位 HBC1370F5
X、Y、Z坐标行程 mm 1300*700*700
主轴端面到工作台距离 mm 120-870
主轴中心到Z向导轨面距离 mm 775
X、Y、Z切削速度 mm/min 1-6000/8000
工作台规格(长×宽) mm 1400*700
大载重 kg 1500
T型槽(槽数×槽宽×槽距) mm 5/18/140
快速位移 m/min 24/36
主轴转速范围 r/min 50-8000/2000
主轴锥孔 BT40/HSK-A63
刀具数量 把 24
主轴电机 kW 11.0/15.广域)
X、Y、Z伺服电机 3.0/4.0
定位精度 mm 300/+0.005
重复定位精度 mm 300/+0.003
数控系统 西门子/新代/发那科
使用源气压力 MPa 0.8
电器容量 kW 30
机床轮廓尺寸(L×W×H) mm 3450*2450*2900
机床重量 T 10.8
第五轴(A轴C轴) AV400S
盘面直径 400mm
大加工直径 620mm
贯穿孔径 120H7
T形槽宽 8mm14H
传动方式 滚子凸轮
小分割单位 0.001°
减速比 1:50
旋转轴大转速 60rpm
倾斜轴角度 -30°-+120°
旋转轴 分割精度 60″(单项)
重复精度 20″
第四轴净重 650KG
A/C轴电机 Β22/2000 日本发那科
四轴锁紧方式 液压锁紧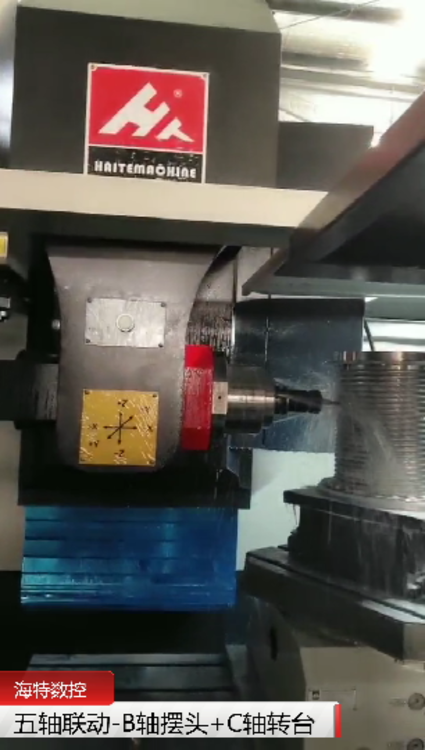
立式五轴加工中心的回转轴有两种方式,一种是工作台回转轴,设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。工作台的中间还设有一个回转台,在图示的位置上环绕Z轴回转,定义为C轴,C轴都是360度回转。
立式五轴加工中心的回转轴有两种方式,一种是工作台回转轴,设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。工作台的中间还设有一个回转台,在图示的位置上环绕Z轴回转,定义为C轴,C轴都是360度回转。
这样通过A轴与C轴的组合,固定在工作台上的工件除了底面之外,其余的五个面都可以由立式主轴进行加工。A轴和C轴小分度值一般为0.001度,这样又可以把工件细分成任意角度,加工出倾斜面、倾斜孔等。
A轴和C轴如与XYZ三直线轴实现联动,就可加工出复杂的空间曲面,当然这需要的数控系统、伺服系统以及软件的支持。这种设置方式的优点是主轴的结构比较简单,主轴刚性非常好,制造成本比较低。但一般工作台不能设计太大,承重也较小,特别是当A轴回转大于等于90度时,工件切削时会对工作台带来很大的承载力矩。
另一种五轴加工中心是依靠立式主轴头的回转。主轴前端是一个回转头,能自行环绕Z轴360度,成为C轴,回转头上还有带可环绕X轴旋转的A轴,一般可达±90度以上,实现上述同样的功能。这种设置方式的优点是主轴加工非常灵活,工作台也可以设计的非常大,客机庞大的机身、的发动机壳都可以在这类加工中心上加工。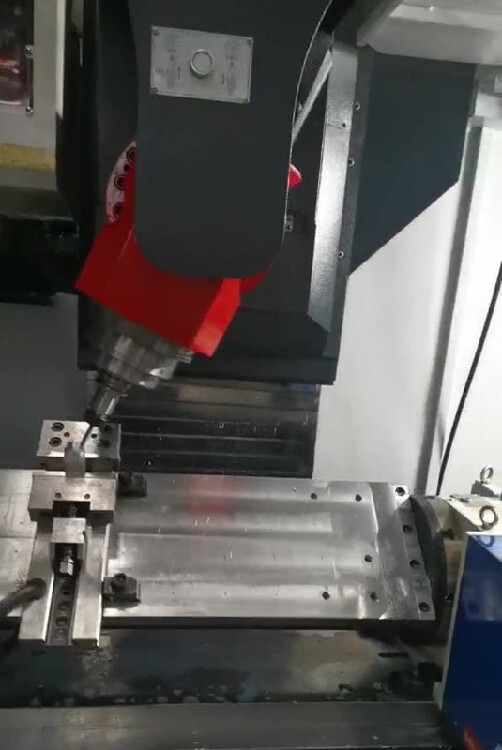
五轴加工中心特点:
采用五轴五联动控制系统,带RTCP功能(真正五轴插补)适合三维立体造型的曲面加工。特的硬件平台模块化设计,功能强大。
自动换刀系统设计,大大提高工作效率。
的加工性能,的可靠性,功能强大,便于维护。
功能特性
● 采用控制系统,功能强大,操作简便,控制精度高。
● 五轴五联动,带RTCP功能(真正五轴插补),Z轴行程可,适合超大型三维立体曲面加工。
● 多元化控制可以分别控制加工速度、空走速度、落刀速度,大大提高了加工产品的质量及加工效率。
● 各部件均采用国际。
我们知道现在国内很多五轴数控机床和系统都属于假五轴,所谓假五轴,其实就是指不带RTCP功能的机床。真假五轴,既不是看长相也不是看五个轴是否联动,要知道假五轴也可以做五轴联动。真假五轴的区别主要在于其有没有五轴RTCP刀尖跟随功能,也就是说假五轴编程需要考虑主轴的摆长及旋转工作台的位置。这就意味着用假五轴数控系统和机床编程时,依靠CAM编程和后处理技术,事先规划好刀路。同样一个零件,机床换了或者刀具换了,都重新进行CAM编程和后处理。并且假五轴机床在装夹工件时需要工件在其工作台回转中心位置,对操作者来说,这意味着需要大量的装夹找正时间,且精度得不到。即使是做分度加工,假五轴也麻烦很多。而具备五轴联动RTCP刀尖跟随功能的加工中心只需要设置一个坐标系,只需要一次对刀,就可以完成加工。
一般来说机床第4轴为A轴,第5轴为C轴。工件摆放在C轴转台上。当第4轴A轴旋转时,因为C轴安装在A轴上,所以C轴姿态也会受到影响。同理,对于我们放在转台上面的工件,如果我们对刀具中心切削编程的话,转动坐标的变化势必会导致直线轴X、Y、Z坐标的变化,产生一个相对的位移。而为了消除这一段位移,势必机床要对其进行补偿,RTCP刀尖跟随功能就是为了消除这个补偿而产生的功能。








