就地安装煤粉仓CO、O2监测系统
统主要技术参数
(1)测量范围:(组份可选)(量程可选);
(2)大允许误差:±0.1%F.S;
(3)分辨率:0.01%;
(4)稳定性:零点漂移±1%FS/7d;
量程漂移±1%FS/7d;
(5)重复性:0.1%;
(6)预热时间:10min;
(7)样气流量:(0.3~0.5)L/ min;
(8)样气接口尺寸:G1/2;
(9)电器接口尺寸:1/2NPT;
(10)工作电源:AC220V±10%,50HZ;
(11)工作环境:温度 -5℃~+45℃;
湿度 ≤90%RH;
(12)防爆等级:ExdIICT6;(可选择不防爆)
(13)模拟输出:4~20mA;
(14)样气压力:0.05MPa≤入口压力≤0.1Mpa。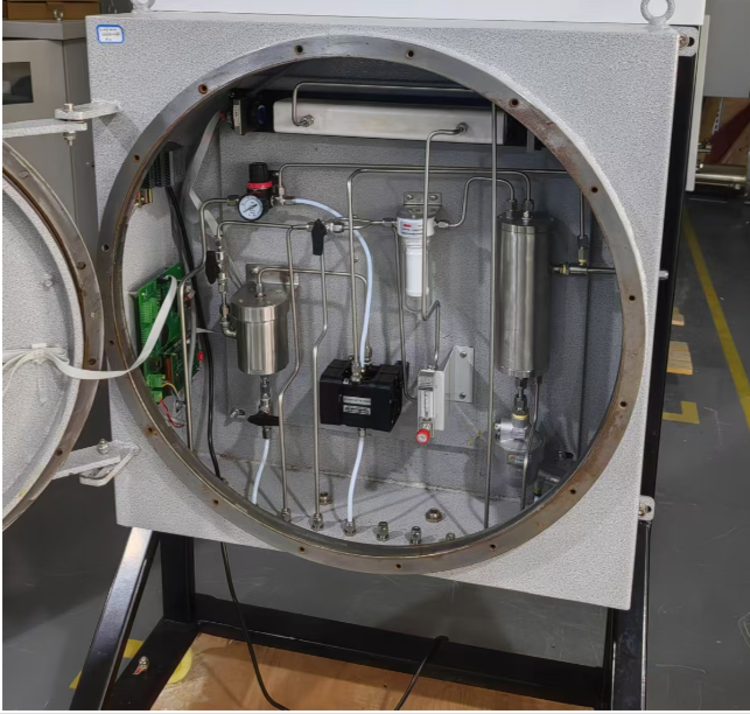
取样探头免维护,新泽公司创新设计,过滤原理创新,根本解决堵塞问题。烟尘过滤能力<200g/NM3,维护量小。
u 系统响应时间<10S,仪表响应时间<1.5S,抽气泵流量大(6L/min),系统响时间<10S是国内同类产品中快的。有效指导安全生产。
u 系统过滤精度≤0.1μm
u 系统可靠性MTBF>3年
u 产品,1套系统可实现多组份同时在线检测。
u 系统为全干法过滤,取样不失真,分析准确。
u 真正完全无人管理的全自动化系统。
u 热值直观显示,时时观察热值变化。
u 实时监测,全自动化触摸屏控制,真正做到全天候24小时在线监测。
磨煤机co分析仪工艺特点:
1、一般需要同时分析co一氧化碳和o2氧气的含量,co一般在0-3000ppm左右,o2一般为0-25%vol常量氧。
2、由于是磨煤工艺,取样端必存在大量煤粉颗粒物,因此取样探头加装过滤、反吹装置防止取样端堵塞。
3、需要具有信号上传功能用于一氧化碳浓度超标时进行DCS\PLC的连锁控制。
4、要求防爆。
磨煤机co分析仪优势:
1、采用NDIR非分光红外技术,可有效检测ppm-vol级别的co含量。O2氧气可视现场情况选用电化学或顺磁原理进行检测。
2、取样探头,自带陶瓷滤芯和反吹装置,能有效避免高浓度粉尘堵塞。
3、标准4-20Ma、RS485输出,可兼容各类PLC DCS系统。
煤粉仓内一氧化碳浓度的监测主要通过使用一氧化碳分析仪进行,这些仪器能够实时监测煤粉仓内的CO浓度,一旦浓度超过安全阈值,便能立即发出警报,通知操作人员采取相应措施,避免安全事故的发生。此外,这些分析仪还能够通过4-20mA、RS485等信号输出方式,与工厂的控制系统相连,实现自动化控制,进一步提高生产安全。
实时响应的防爆激光气体在线分析仪的应用,原位激光气体分析仪,能够确保高炉喷煤系统的安全。这些仪器具有快速响应时间(<1秒),高灵敏度,能够有效地杜绝爆炸危险。通过对磨煤机入口和出口的CO/O2浓度进行在线检测,反映磨煤机内的气体浓度,以及实时反映煤磨机与布袋出口间的管道泄漏信息,确保煤粉仓CO/O2的聚集信息并提供安全报警信息和操作控制依据2。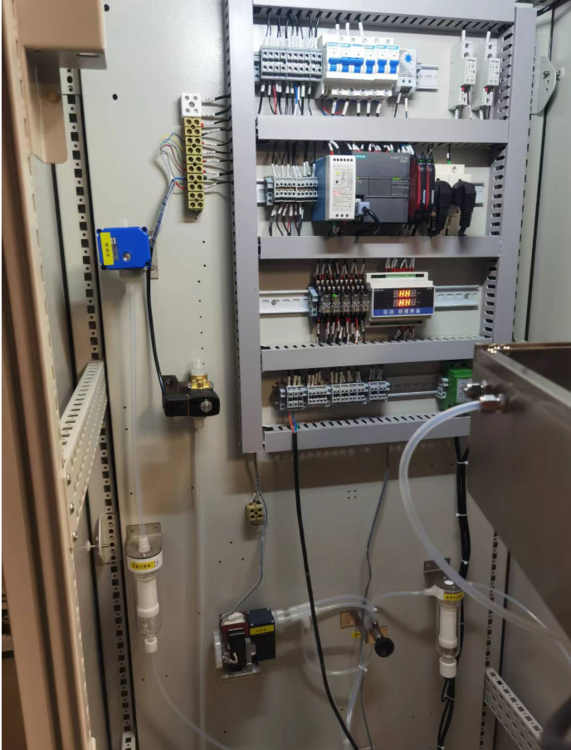
技术解决方案包括使用可调谐半导体激光吸收光谱(TDLAS)技术的监测系统,这种技术具有高光谱分辨率和的抗背景气体交叉干扰性能,适用于高湿、高温、高粉尘等恶劣工况。系统特点包括高测量精度、长使用寿命、低维护成本等








