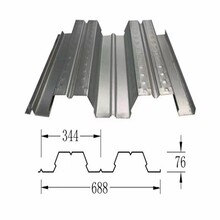
云南玉溪供应球墨铸铁管,球墨铸铁管价格
球墨铸铁管顶管安装步骤
(1)球墨铸铁管插口(承口)插人前,在插门外面、承口内面以及橡胶圈上涂刷浓浆状的肥皂水。
(2)插人后,将橡胶圈戴在插口上,用手指将其推人到能轻轻进人的位置。
(3)将开口圈(分为3个弧状片)从下方顺次插人.在下面安两个I,然后将H滑向管轴方向,架在I的上面组合起来.在将开口圈的3个弧片往承口插人时,如在弧片与弧片之间有较大的间隙出现,则在弧片上I一I之间插入一种填塞间隙的弧片(与开口圈同截面、同材质、厚6mm)。
(4)将拧进了螺栓的压紧圈(分为4个弧片)从下面顺次插入。为了使II不致掉下来,采用固定件将其固定.固定件是为了防止在安装操作时上部的压紧圈脱落下来。安装完毕后,由于橡胶圈的反弹力以及压盖圈与承口底部之间填充的水泥砂浆的起拱作用,上部压盖圈脱落的危险性已不存在,可以取掉。但将固定件原样保留也可以,为了慎重起见,一般为镀锌件。
(5)将压紧圈的螺栓的一部分(3根中占1根的大概比例),用扳手或棘轮扳手反向旋转,使其从压紧圈中拧出来35-40mm的程度,从而将橡胶圈推人深处。
(6)将尚未拧出来的螺栓头部的平帽上安人固定销。
(7)将安装了固定销的螺栓稍微拧出,将开始的螺栓一次拧人,在其头部也安上固定销(全部的螺栓安装固定销完毕)。一边注意使拧出的间隙上下左右均等,一边将全部的螺栓拧出,至压紧圈与承口底部的间隙达到规定长度时,即为安装完毕。
k9球墨铸铁管与非标k9球墨铸铁管的区别?
k9球墨铸铁管属于国标球墨铸铁管,比非标球墨铸铁管价格要贵,但是所谓一份价格一份质量,价格高自然质量也是不一样的。k9球墨铸铁管承受的压力都大,一般都打16公斤的水压没有问题,但非标的小口径的还没有什么问题,大口径的就不行了,像DN800球墨铸铁管非标的一般也就8公斤左右,而国标的却还是16公斤压力,所以在选择管子的时候,也要看自己工地的试验压力和工作压力各是多少,不能盲目的节省成本,当然在选择厂家时也要注意,不要花国标的价格买到非标的货,我公司的球墨铸铁管杜绝以次充好,经得起你的检测合格。
球墨铸铁管件的弯头具体有以下分法:1.按角度分:45°弯头、90°弯头、180°(不锈钢直接)三种常用的,另外根据工程需要还包括60°等其他非正常角度弯头。2.按弯头连接的管道直径,可以分为等径弯头,异径弯头(大小头),多种类型弯头的产生为工程施工提供了方便。3.按连结的方式分为:卡压式连接(常用)、直接焊接、法兰连接、电熔连接、螺纹联结及承插式联结等。4.按照生产工艺可分为:焊接弯头、冲压弯头、铸造弯头等。5.按材质划分为:碳钢,铸钢,合金钢,不锈钢,铜,铝合金,塑料,氩硌沥,ppc等。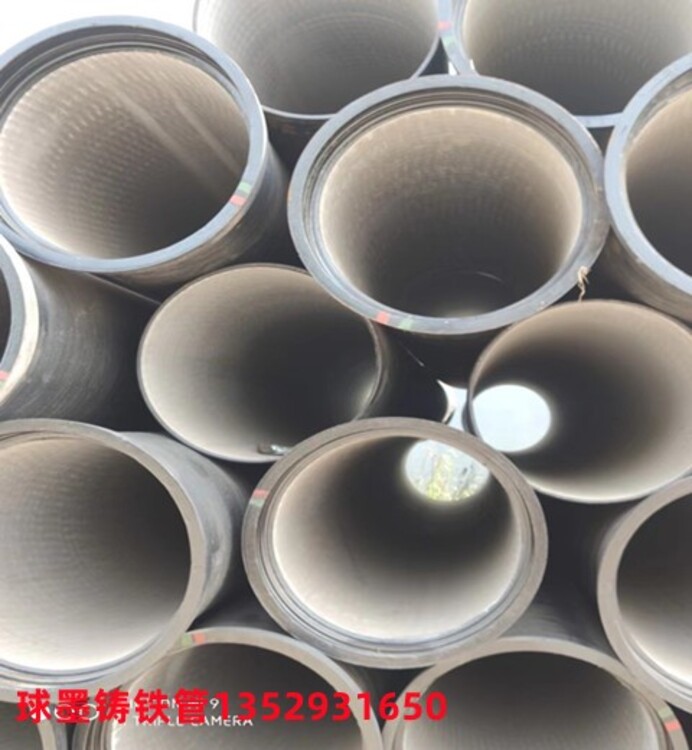
现在是生活中一种十分常见的管道,球墨铸铁也是一种性能十分好的材料,球墨铸铁这种材质是经过秋华和孕育的处理得出的一个材料,而优势性能十分的明显,那就是有效的提高了它的机械性能,像是韧性还有塑性都十分的不错,而且其综合性能更加的接近钢。而球墨铸铁管使用范围也十分的广泛,对于一些高压力的流体来说,就可以使用球墨铸铁管运输,球墨铸铁管耐腐蚀性十分的好,而且防结垢的功用也十分的好。
球墨铸铁管作为新型工程材料的发展速度是令人惊异的。1949年世界球墨铸铁产量只有5万吨,1960年为53.5万吨,1970年增长到500万吨,1980年为760万吨,1990年达到915万吨。2000年达到1500万吨。球墨铸铁的生产发展速度在工业发达国家特别快。世界球墨铸铁产量的75%是由美国、日本、德国、意大利、英国、法国六国生产的。
我国球墨铸铁生产起步很早,1950年就研制成功并投入生产,至今我国球墨铸铁年产量达230万吨,位于美国、日本之后,居世界第三位。适合我国国情的稀土镁球化剂的研制成功,铸态球墨铸铁以及奥氏体-贝氏体球墨铸铁等各个领域的生产技术和研究工作均达到了很高的技术水平。
球墨铸铁管清理工作是怎样进行的?
1、清理管口:将承口内的所有杂物清除擦洗干净;
2、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内;
3、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
球墨铸铁管施工注意事项:
1、 雨季施工:雨天尽量避免室外作业,注意防滑、防跌、防坠落。管沟上要做好避雨措施,临时管道管口密封,防止雨水进入;
2、 冬季施工:冬季施工时,要采取防滑措施,严格执行动火审批制度。橡胶圈可采用热水浸泡,减少硬度,迅速安装,其次管道试压完成后,将水排放干净,防止冻裂。