淄博营养品粉西药粉中药粉粉末包装机推荐
本机具有自动完成制袋、计量、充填、封合、分切、计数、打印批号等功能,并采用的微电脑控制器,驱动步进电机控制袋长及商标定位,本机性能稳定、
调整方便、检测准确,智慧控制型成误差极小。本机可按物料的不同,可配制相应的颗粒、多料、液体、粉剂、酱体的下料机构。增加附件可完成日期打印、振荡下料,易撕口等功能。间歇立式包装机
QD-61 Powder packing machine
QD-61 粉末包装机
1、适用于食品、医药、化工、化妆品行业中粉剂物品的计量包装。
The machine is suitable for the food, medicine, chemical industry, cosmetics industry of powder of measurement packing.
2、可自动完成制袋、计量、下料、封合、分切、计数、且可根据客户要求配置打印批号等功能。
All the works of bag making,measuring,filling,sealing,cutting and counting can be done automatically,at the same time,it can also according to the demand of customers printing batch number and other functions.
3、触摸屏操作,PLC 控制,驱动步进电机控制袋长,性能稳定、调整方便、检测准确。智能式温控仪,PID调节,将温度的误差范围控制在1℃以内。
The touch screen operation, PLC control, drive stepper motor to control the bag length,stable performance,easy to adjust and accurate detection.Choose the intelligent temperature controller and PID control to ensure the error range of temperature controlled within 1 degree Centigrade.
4、包装材料:聚丙烯/聚乙烯,铝箔/聚乙烯,涤纶/镀铝/聚乙烯,尼龙/增强型聚乙烯,纸/聚乙烯等。
QD-420、520 螺杆计量动包装机
性能特点
●采用螺杆机完成计量,充填,充氮等。适用于计量那些易流动或流动性差的粉粒物料;
●采用伺服驱动系统,性能稳定等优点;
●采用PLC伺服系统,气动控制系统,大显示触摸屏构成驱动控制中心;提高了整机的控制精度,可靠性和智能程度;
●不锈钢开启式料箱清理方便;
●配备安全防护罩,符合安全管理要求;
●采用智温控器,温度控制准确,封口美观平整;
●采用PLC双拉纸结构走纸系统、封切位置均采用电机自动纠偏装置,大显示触摸屏机构驱动控制中心,提高了整的控制精度,可靠性和智能化程度;
●本机与计量配套即可自动完成产品计量、送料、充填制袋、充气(排气)、日期打印的全部包装过程,并自动完成计数;
●设有故障显示系统,帮助及时排除故障;
●可根据客户需要制成枕形袋、打挂孔袋;
●有全不锈钢型号和碳钢喷塑型号选择。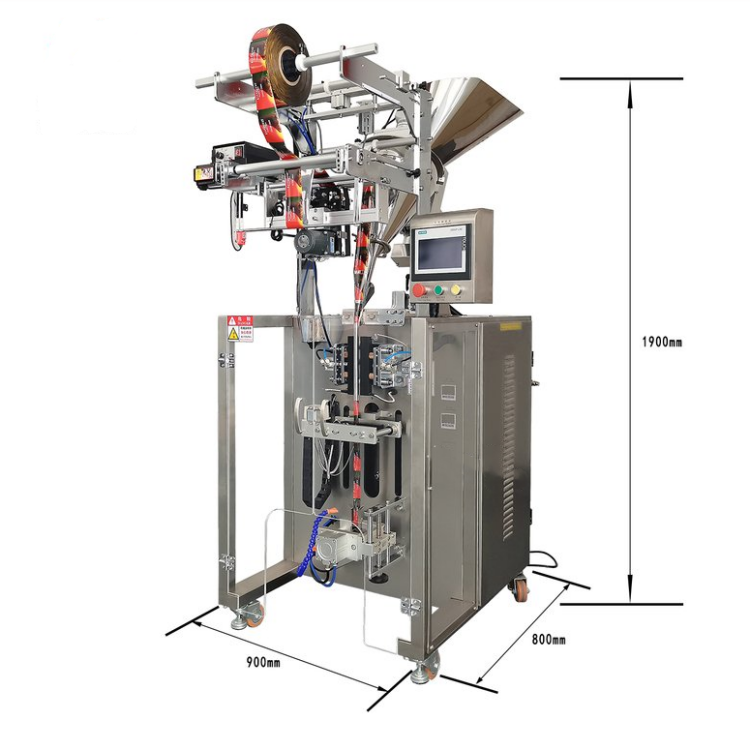
立式螺杆下料重量调节
6-1-3:立式螺杆下料重量调节
调整重量在触摸屏上进行,在参数界面中,点按‘ ’
100 个脉冲为一圈,根据实际的螺杆大小设定圈数。
注意:参数值只代表充填时螺杆的旋转角度,充填量随转角成正比变化
,同时充填量与螺杆大小有关,充填螺杆越大,充填量越多。
螺杆规格有:11#、16#、18#、22#、28#、35#、40#、45#、
50#。
充填量(大)分别为 10ml、20ml、40ml、60ml、80ml、100ml。
机器上充填螺杆一般是根据使用者要求的充填量出厂时配置的。
- 47 -
6-2:水平螺杆下料:
6-2-1: 水平螺杆下料时间调节
用手转动皮带,到模具水平封合时,用小螺丝刀微松主轴上的下料凸轮
紧固螺丝,旋转下料凸轮使接近开关灯亮,再固定螺丝。若要提前下料,
顺时针旋转下料凸轮。若要推迟下料,逆时针旋转下料凸轮。
粉末包装机常见故障与排除方法速查表
故障现象 故障原因 调整及排除方
电机不转 1、 熔断丝断
2、 电机坏
3、 电气控制元件不良
1、 更换
2、 更换
3、 检查
运转有异常声 1、 各传动齿轮配合不当
2、 凸轮或联轴节螺丝松
3、 横封纵封压力调得过大
1、 重新调整
2、 紧固
3、 重新调整
包装袋封口不良
现象
1、 横封模具啮合不良
2、 模具齿口不干净
3、 成型器调整不当
4、 夹料
5、 包装膜质量问题
1、 重新调整
2、 用铜刷清理
3、 重新调整
4、 降低包装速度
5、 更换
包装袋不封口 1、 设置温度过低
2、 加热件烧毁
3、 电气元件不良
1、 重新设置
2、 更换
3、 检查
包装袋封边不齐 1、 成型器变型或不良
2、 调整不当
1、 校正或更换
2、 调整
包装袋封口夹料 1、 下料时间不对
2、 物料改变,流动性差
3、 速度过快
1、 重新调整
2、 更换物料
3、 降慢速度
切口不良 1、 切刀磨损
2、 切刀位置不当
3、 横封模具压力不够
1、 更换刀片
2、 重新调整
3、 重新调整
一会儿袋长
一会儿袋短
1、 光电头镜片有灰尘
2、 印刷图案不清或有杂色
3、 设置袋长不对
4、 驱动器坏
5、 成型器阻力大
1、 擦于净
2、 更换包装膜
3、 重新设置
4、 更换
5、 修整成型器
料盘晃动
运转不稳
1、 凸轮或联轴节松
2、 刮料器过低阻卡料盘
3、 开销、闭销位置不当
4、 料盘轴弯
1、 紧固螺丝
2、 调整刮料器
3、 重新调整
4、 更换料盘轴
下料重量不准
一会儿重
一会儿轻
1、 上下料盘未调平行
2、 刮料器过高
3、 料盘晃动严重
4、 物料改变,不均匀
1、 重新调整
2、 调低
3、 调整
4、 更换物料
粉末包装机光电调节
由于包装袋外形图案的要求,本机配装有光电控制,使每一袋包装图案完整正确。
A、光电检测位置的调整
为了确保光电眼检测点到横封模具中心之间的距离为袋长的整数倍,即光电眼照准色标的同时,横封模具正好封在色标处。光电眼对正包装膜,镜子头距包装膜约10mm左右,包装膜拉动过程中使光点一定要检测到色标点。光电眼检测到色标后,光电眼动作指示灯应有变化,当检测到深色时指示灯灭,浅色时指示灯亮。如果需要将封切位置移到色标之前或之后,可调节光电移动杆前后的位置。若需提前封切,则松开固定螺丝2,将光电座整个适量往后移(即将光电头向后移),将固定螺丝2锁紧固定则可;相反的,若需滞后封切,则将光电头适量往前移(如图5)。
B、光电跟踪灵敏度的调整(如图5)
当底色与色标颜色差别不大时,光电头需反复调整灵敏度,以免发生误动作。
(a)将光点对准颜色较浅的色块(通常为底色),调节灵敏度旋钮,使指示灯处于刚亮的状态,记住此时旋钮所指示的位置(假设为A点)。
(b)再将光点对准被测面上颜色较深的色块(通常为色标),调整灵敏度旋钮,使指示灯处于灭的状态,继续旋至灵敏度使指示灯至于刚亮时,记住此时旋钮的位置(假设为B点)。
(c)然后将旋钮调到A、B间的中心位置,此时输出的灵敏度为佳位置。
(d)当被测面为镜面,反光太强时,可适当调整光电头和被测面的倾斜度。
(e)使用一段时间后光电头镜眼脏污时应用柔软棉布轻轻擦试,防止损伤镜面。
粉末包装机纵封模具调整1、卸去成形器,再松开螺丝1,取下左右模具和发热片。
2、模具更换完毕后,将模具和发热片按拆下时的相反顺序装好,固定好螺丝1;然后对模具进行调整,调整如下:
A、用手逆时针转动电机,让纵封模具接近啮合状态,松开螺母4,旋动螺母5,顶出模具12,使左右上下处于啮合无间隙且齿形不错位。模具啮合的调整达到佳位置是与两个拉膜轮之间切线及横封模具的封合线成“三点一线”。
B、纵封模具角度的调整:当包装袋纵封封边错位没对齐时,点动包装机闭合纵封模具,松开螺丝2摆动纵封模具使之与成形器平行,再锁紧螺丝2即可。
3、电热片烧毁:
卸去成形器,再松开螺丝1,取下左右模具和发热片。检查电热片是否烧坏,步骤如下:
1、拆下接头。
2、测量电阻值,如果R=0或R=∞,则电阻丝烧毁,可拆下更换。更换时注意接线。