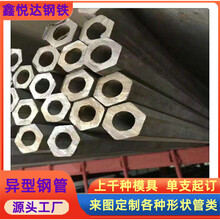
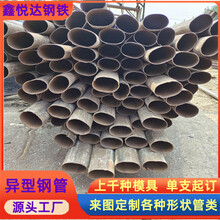
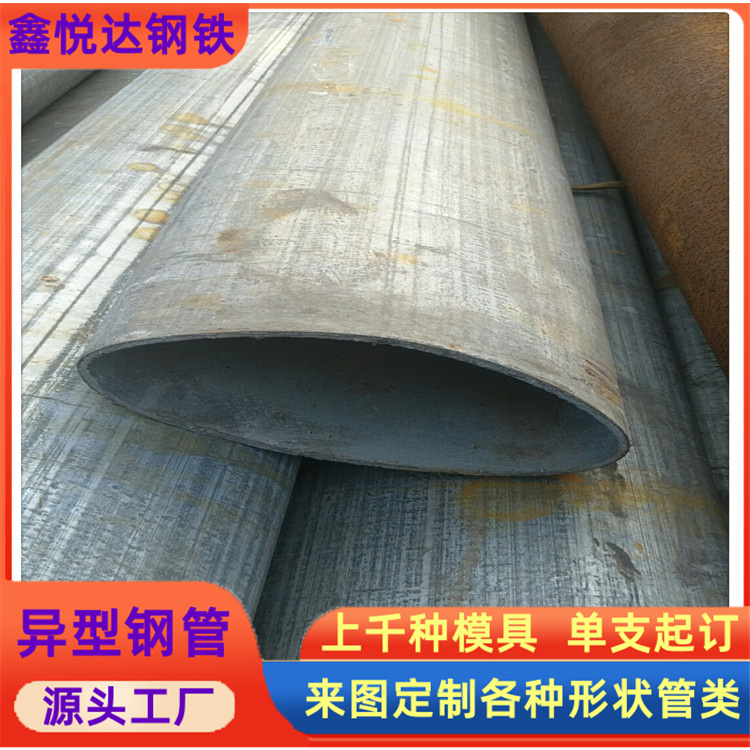
16×31镀锌椭圆管围栏网用鸭蛋圆镀锌管定做
16×31镀锌椭圆管 围栏网用 鸭蛋圆镀锌管 定做
异型钢管六种表面缺陷及预防措施:
1.折叠、异型钢管沿轧制方向局部长或连续近似裂纹的缺陷一般是线型的。这是由于半成品耳、轧制后严重划伤或轧制后,当边部和角部不能扩展时不能扩展的。 预防措施:合理控制半成品尺寸,在生产过程中应检查辊缝两侧是否有耳及过辊现象,并注意观察轧制件的运行状况。
2.疤痕:异型管的表面是舌状或指甲状疤痕,大小不均匀,厚度不均匀,形状不规则,疤痕下通常有氧化铁,隆起的疤痕也称为翘曲皮肤。造成这种情况的原因如下:钢坯有疤痕、厚皮、夹杂物等缺陷;半成品有局部凸起;孔型切割或砂眼;孔印或焊接疤痕差;轧制件在孔道中打滑;外部金属轧制到轧件表面;半成品被外部物品划伤等等。
防止措施:不合格的钢坯不得进入炉内;孔型采用划痕或焊接伤痕时,雕刻和焊接标志的形状和高度应光滑光滑;加强轧辊质量检查;合理的孔型设计;严禁低温黑头钢轧制;经常检查孔型磨损,及时倒置孔型,异型钢管运输设备及运行场所应整洁光滑。
3.坑.表面有局部周期性或不规则凹面缺陷,原因是轧制孔型有凸起或者附着在氧化铁皮上,异型钢管表面脱落,无根部疤痕,轧制脱落后用孔型代替异形金属制品。 预防措施:孔道冷却水清洁,水量充足,异型管坯质量合格,生产环境无杂物。
4.裂缝:钢坯或异型钢管表面有不同的深度和散乱的细纹,通常沿轧制方向排到不均匀,这是由于轧制后产生的皮下气泡,表面孔隙,非金属夹杂物,加热温度不均匀,钢材温度低或冷却不当造成的, 预防措施:炼钢要做好钢水的冶炼和唾弃,降低出钢温度,采用保护浇注避免二次氧化,轧钢应合理控制炉温和冷却温度。
5.耳子:局部连续状态是由于辊缝两侧或轧制方向一侧过充造成的,形成的原因是:成品前孔轧制件较大;进口导轨偏松,轧制件不正确;轧辊轴向运动;加热不均匀或温度过低;成品孔型磨损产生台阶凸出。 预防措施:合理控制加热炉温度和半成品尺寸,严格调整导向装置,提高轧管机预压精度;正好定量倒孔型。
6.刮痕:异型钢管表面有局部或断续的槽痕,通常呈直线或弧形。原因:进口和出口导轨加工安装不当或轧制设备刮擦;轧制件产生不利凹槽。 预防措施:正确加工、安装、使用进出口指导设施;滚动设备和操作场所应整洁流畅。
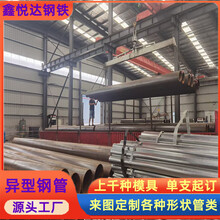
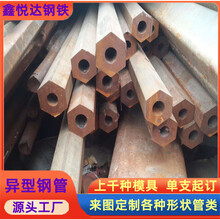
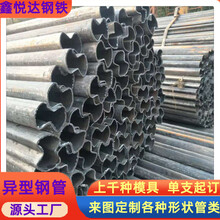
山东鑫悦达钢铁有限公司是生产销售:异型管,异型钢管,异型方管,椭圆管等各种异型管产品,品种全,价格低,是销售异型管的生产厂家。
如果在75℃温度下焙烧时间过长,就容易产生过度焙烧的现象,直接导致焙烧过程中弱磁性的浮氏体或含铁硅酸盐的生成,进而严重影响焙烧效果。综合考虑成本和选别指标,我们选定6min为理想焙烧时间。磨矿细度对对铁精矿品位和回收率的影响。混合料完成磁化焙烧后,其中的赤铁矿大部分转化为磁铁矿,通过弱磁选即可获得铁精矿。焙烧矿磁选有两个重要的影响因素需要考虑:磨矿粒度和激磁电流。磁铁矿的比磁化系数随矿物颗粒的减小而减小,也就是磁性减弱。
本公司拥有400T辊挤压机组一台,250T、150T液压拔机机组各一台,200T、100T、80T、50T液压校直机组六台,65T、20T、10T冷拔机组八台。采用煤气加热连续辊底炉热处理,并以的化学处理配方进行酸、磷、润滑处理,全公司配套设备总计在二百余台套。
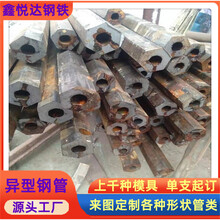
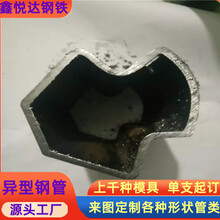
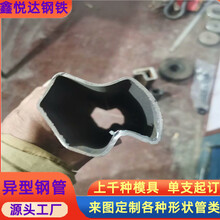
异型管的发展趋势关键是产品种类的发展趋势,包含横断面样子、材料和特性。挤压成型法、斜模轧法和冷拉法是生产制造异型管的合理方式,它适用生产制造各种各样横断面和材料的异型管材。以便能生产制造品种的异型管,还务必有着多种多样生产制造方式。20新世纪90时代,在我国在原先只能冷拉的基本上,又开发设计出辊拔、挤压成型、液压机、旋轧、冲压、连轧、旋转煅造和无模拔等几十种生产制造方式,并在不断改善和造就新的机器设备与加工工艺。
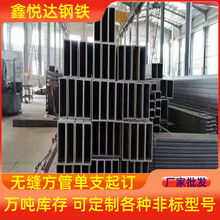
生产范围:方管100*100-600*600mm,矩管50*50-700*800mm,壁厚2.0-30mm,可生产焊接方矩形钢管、无缝方矩形钢管、不锈钢方矩形钢管及非标方矩形钢管,承揽三角形、八棱形、椭圆形钢管、圆管、平椭管,D型管,凹型管,H型管、半圆管、六角管、面包管、扶手管、元宝管、T型管、三角管等所有金属类异型管,规格、质量,从多方面满足了社会生产需求。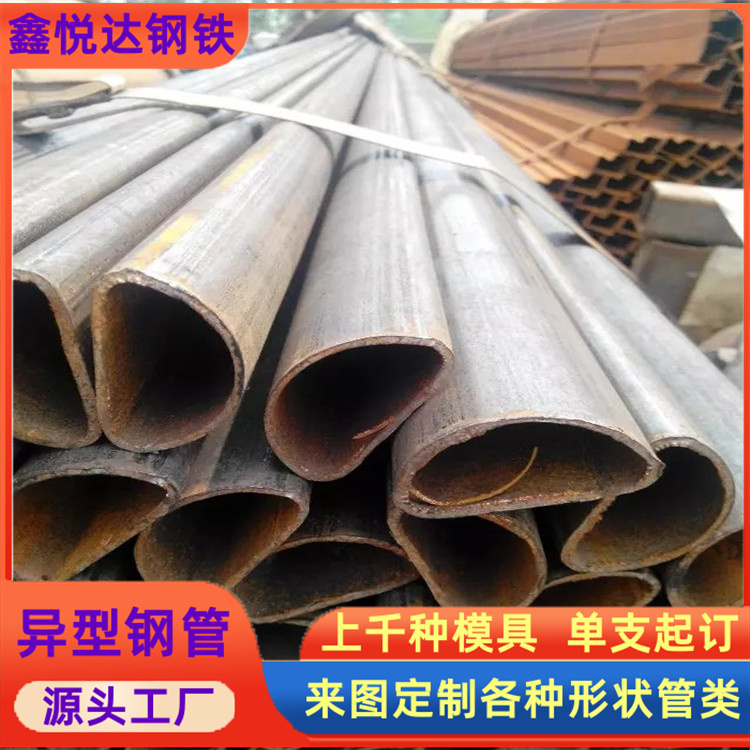
严格按照国标GB/T6728-2002、美标ASTMA500标准要求。
异型钢管是一种钢管的材质。Q代表的是这种材质的屈服,后面的345就是指这种材质的屈服值,在34左右,并会随着材质的厚度的增加而使其屈服值减小。公称尺寸又叫名义尺寸,它是对零件设计时的尺寸。是标准中规定的名义尺寸,是用户和生产企业希望得到的理想尺寸,在这种名义尺寸之下,只有根据不同种类的配合,给定了不同的公差,这才是机械加工的实际掌握的尺寸。例如,图纸上注有一轴的尺寸为∮40(+0.2-0.1),其中尺寸40就是公称尺寸。
16×31镀锌椭圆管 围栏网用 鸭蛋圆镀锌管 定做在每次结晶操作前都应用水把盘管表面的结晶亚铁冲刷掉以进步传热作用。冷冻罐内的拌和也很重要,拌和能够促进晶体生成,拌和的快慢不只影响传热作用,并且也影响结晶后的晶体巨细、结壁程度。拌和慢晶体简略结壁,乃至很多分出的晶领会沉底,使放料很困难;拌和太快亚铁结晶颗粒太细,给后边的亚铁别离带来困难。工业出产中拌和速度一般操控在6转/min左右,拌和桨一般选用锚式或框式。去除一部分溶剂的结晶办法该办法首要在常压下靠蒸腾作用来去除叫部分溶剂,使浓度进步然后下降溶质在溶剂中的溶解度,又称蒸腾结晶。