三门峡等离子焊机服务周到,筒体自动焊机
2024-05-14 15:32:06
等离子焊机同样适用于手动和自动应用。它已被用于各种操作,从大量金属带材焊接到手术器械的精密焊接,到喷气发动机叶片的自动修复,到用于各类耐高压力的压力容器,如化工反应容器,换热器压力容器,储存压力容器等。
等离子焊机具有70伏特或以上的下垂特性和开路电压的直流电源(发电机或整流器)适用于等离子弧焊。整流器通常优于直流发电机。使用氦作为惰性气体需要开路电压70伏。通过两个电源的串联操作可以获得更高的电压;或者可以在正常开路电压下用氩气引发电弧,然后可以接通氦气。
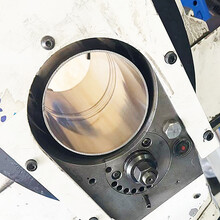
所有等离子焊机弧焊枪都是水冷式的,甚至是低电流范围的割炬。这是因为电弧包含在火炬的腔室内,在那里产生相当大的热量。如果水流短暂中断,喷嘴可能会熔化。等离子弧焊炬头在非转移期间,电弧将在喷嘴或端部与孔口和钨电极之间被撞击。手动等离子弧焊炬有各种尺寸,从100安培到300安培。还提供用于机器操作的自动割炬。
等离子焊机弧焊的一些主要用途是其用于制造管的应用。基于更快行程速度的更高生产率是由等离子过烧钨极电弧焊接产生的。采用不锈钢,钛和其他金属制成的管材采用等离子工艺生产,生产率以前的钨极电弧焊。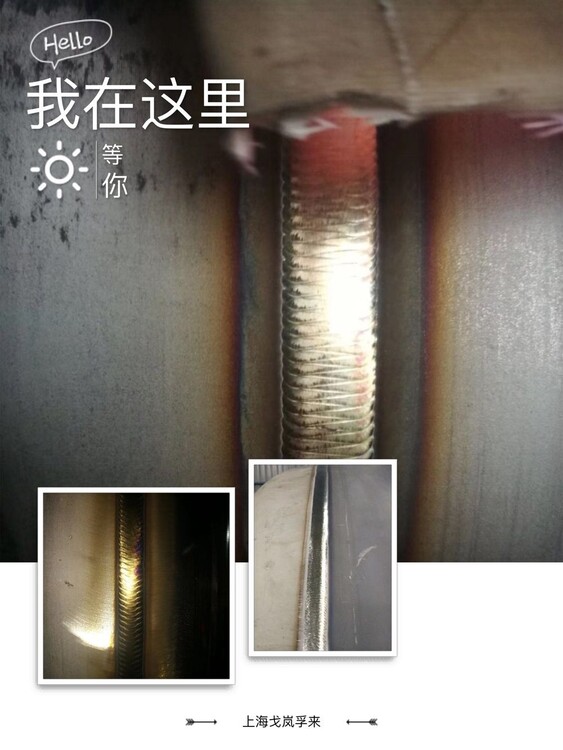
等离子焊机弧焊:操作原理。等离子弧焊工艺通常与气体钨电弧工艺进行比较。如果钨电极和工件之间的电弧在横截面积上受到限制,则其温度会升高,因为它带有相同的电流量。这种收缩的电弧称为等离子体,或第四种物质状态。
等离子焊机焊接电流可以是脉冲的,以获得脉冲为气体钨极电弧焊接提供的相同优点。高电流脉冲用于大穿透,但不是全时以允许金属凝固。这为不合适的工作提供了更容易控制的水坑。脉冲可以通过与用于气体钨极电弧焊的相同的装置完成。
标签:三门峡等离子焊机、等离子焊机信誉
联系方式
上海戈岚孚来实业有限公司