广东无缝钢管厂家70x50x5热轧矩形管货源充足
广东无缝钢管厂家 70x50x5热轧矩形管 货源充足

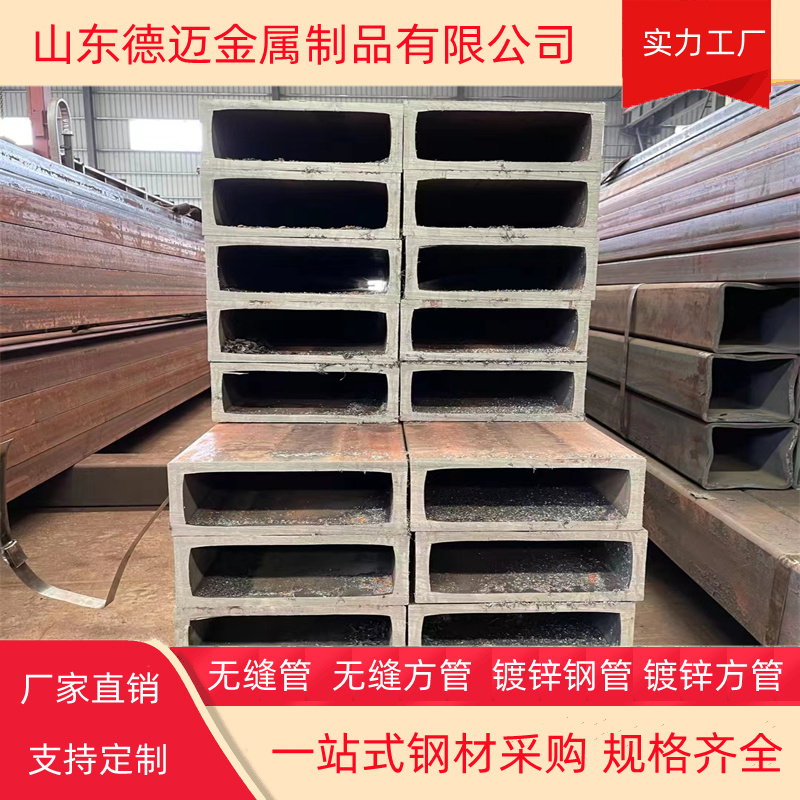
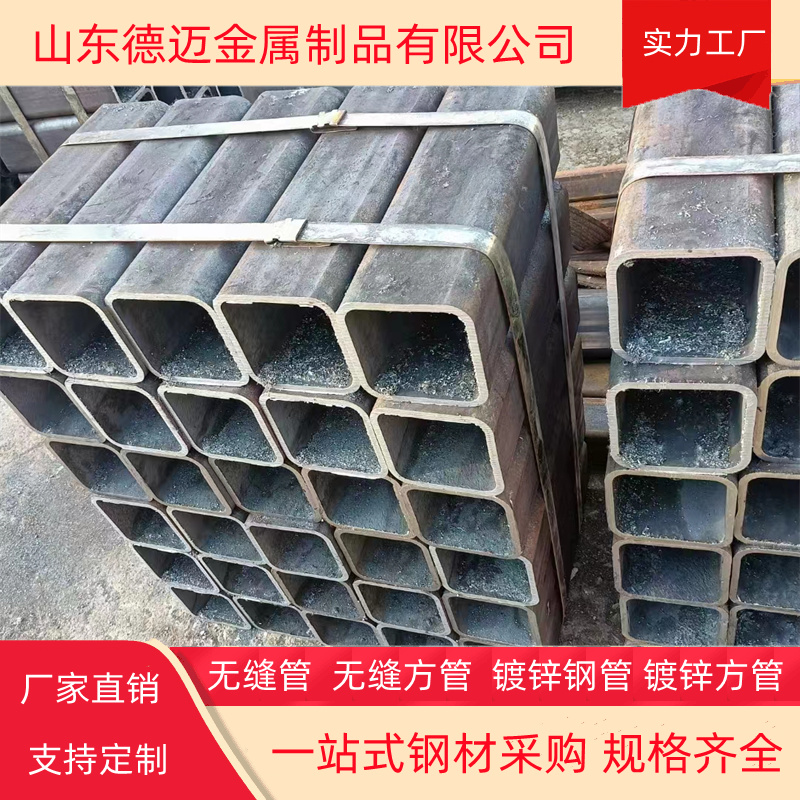
山东德迈金属制品有限公司是集生产、加工、销售于一体的综合性钢管企业。主要经营无缝方管,无缝方矩管,q345b无缝方管,q345c无缝方管,q355b无缝方管,q355c无缝方管,q355d无缝方管,16mn无缝方管,q345b无缝方矩管,q345c无缝方矩管,q355b无缝方矩管,q355c无缝方矩管,q355d无缝方矩管,16mn无缝方矩管,所生产方管矩形管的规格具备了全尺寸:20*20---600*600的方管,20*30---400*800的矩管,厚度:0.6mm---28mm,规格达2800多种。
广东无缝钢管厂家 70x50x5热轧矩形管 货源充足【2】镀锌Q215焊接方管冲击韧性以很大速度作用于机件上的载荷称为冲击载荷,Q215焊接方管在冲击载荷作用下抵抗的能力叫做冲击韧性。【3】镀锌Q215焊接方管硬度硬度是衡量Q215焊接方管材料软硬程度的指针。目前生产中测定硬度方法常用的是硬度法,它是用一定几何形状的压头在一定载荷下被测试的金属材料表面,根据被程度来测定其硬度值。常用的方法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和维氏硬度(HV)等方法。HYL(罐式)法已逐步被HYL-Ⅲ(竖炉)法替代,算计产值占总产值的25%左右。该法的新改进是天然气进入反响器直接裂解,出产高碳(3.8%)DRI产品。近又推出HYL-Hytemp出产体系。将热复原铁(65℃)力量输送到电炉车间,喷入电炉。冶炼时刻缩短,电极和耐火材料耗费下降,金属收率进步。吨钢电耗下降112kWh,电极耗费下降.55kg,冶炼时刻缩短16min,产率进步16%,吨钢本钱可下降4.6美元。2气基流化工艺F1NMEF工艺该工艺运用12mm粒度矿粉(脉石3%,低硅高铁),在流化床上枯燥,被加热到1℃,送入反响器结构的闭锁料斗体系中,加压1.1MPa后,通过4个串联液化床反响器,铁粉在重力效果下从上方反响器向下活动,与作为复原剂的重整天然气逆向而行。产品含铁92%,金属化率92%~95%,含碳.5%~3.%,以FeC方式存在。现上已有三套这种设备,1999年奥钢联建套,二套在西澳BNP公司,才能25万吨/年,埃及建的三套,年才能115万吨。
不锈钢的钝化不锈钢管及其舾装件在焊接和受到污染后,要进行钝化处理。目前钝化处理的方法有:直管和不带支管的管段及手工能操作的不锈钢管和舾装件。可用钝化膏在车间内现场处理。方法是把焊接后的管子或舾装件在焊接处行抛光(用不锈钢抛光刷或卡盘式页轮也叫千页轮),把残留在焊缝表面和周围的氧化物去除,还其不锈钢本色,然后将钝化膏用毛刷均匀涂抹在被处理表面,根据适时的环境温度,决定钝化的时间(一般环境温度在摄低28°~35°时1小时,15°~27°时2小时,15°以下时3~4小时)。
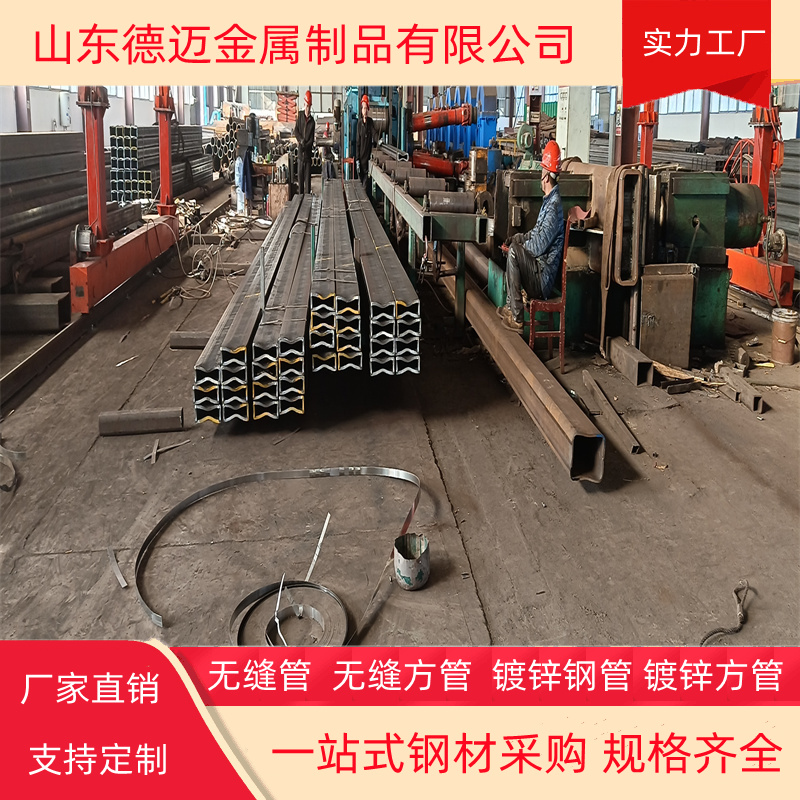
本公司为天津无缝钢管厂、包头钢管厂、成都钢管厂、无锡钢管厂、宝钢钢管厂等各大钢管厂的合作企业,授权的代理商;同时公司下设有方管厂和直缝焊管厂两个大型制管厂。方管厂生产各种方矩钢管:无缝方矩管,合金方矩管,不锈钢方矩管,非标无缝方矩管。品种、质优并可办理来料加工业务,各种花型、多边型品种可以订做,数量不限。同时铁管、护栏管、扶手管、暖气管、装修管、各种异型钢管可订做加工。
公司将严格企业管理,强化产品质量,的设备为客户生产的产品,的团队为客户做好的服务。本着信誉,薄利多销的原则,以的服务,灵活的经营模式开拓市场;在广大新老客户的大力协助支持下,不断发展壮大,已成为江苏较大型的无缝钢管生产经营公司。诚信是企业的生命,您的需要是我们的立业之本!
公司秉乘以质取胜.诚信服务.薄利多销之原则,经过两年经验积累,已逐步建立并完善了一整套销售及质量管理体系.
广东无缝钢管厂家 70x50x5热轧矩形管 货源充足一般分类编辑(a)按工艺分——电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管(b)按焊缝分——直缝焊管、螺旋焊管2、按断面形状分类3、按壁厚分类——薄壁方管、厚壁方管4、按用途分类——热工设备用方管、机械工业用方管、石油、地质钻探用方管、容器方管、化学工业用方管、特殊用途方管、其他主要工艺编辑1、卫生级镜面管工艺流程:以上就是镀锌Q215焊接方管的主要特点,这也是镀锌方管在性能上的好的体现,这样选择镀锌Q215焊接方管时我们就知道该从何入手了。所以镀锌Q215焊接方管价格一直也是钢管市场市场的。结构⑵特的法兰结构:一改角钢法兰方管的外观效果,用机械连体法兰工艺替代传统的角钢法兰工艺。这其中又体现了它的特优势:
CCT曲线的绘制试样钢种为WLX82A,轧制前坯料尺寸为200mm200mm6000mm,成品断面尺寸为.5mm。于粗轧机出口摆剪处剪下一段粗轧坯试样,加工为中8mm15mm的圆柱体。将试样加热至1100℃,保温5min后冷却至1050CC,以50/s应变速率、60%相对变形程度进行压缩变形。根据现场的生产工艺,设定了3个起始冷却温度880、910、940℃,变形后的试样分别从880、910、940℃开始以0.10、20、30、40℃/s7种不同的冷却速度进行冷却至200℃,测得温度.膨胀量时间曲线,用热膨胀法确定相变温度和时间,利用Origin软件绘制动态CCT曲线。