深圳数控平面磨床电话
2025-03-04 05:43:22
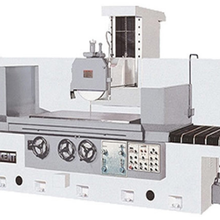
在近年汉诺威、东京、芝加哥、及国内等大型机床展览会上,CNC磨床在整个磨床展品中已占大多数,如德国BLOHM公司,ELB公司等磨床制造厂已经不再生产普通磨床,日本的冈本、日兴等公司也成批生产全功能CNC平磨,在开发数控平面磨床的同时,积极发展中、低档数控平磨。
前几年德国ELB公司生产的BRILLIANT系列二坐标CNC成型磨床,其垂直和横向为数控轴,纵向为液压控制,砂轮修整采用安装在工作台上的金刚石滚轮,适用范围较广;SUPER-BRILLIANT系列是三坐标CNC平面和成型磨床,床身用天然花岗岩制成,几何精度,导轨用直线滚动导轨,机械驱动无反冲,从而工件有较好的表面光洁度。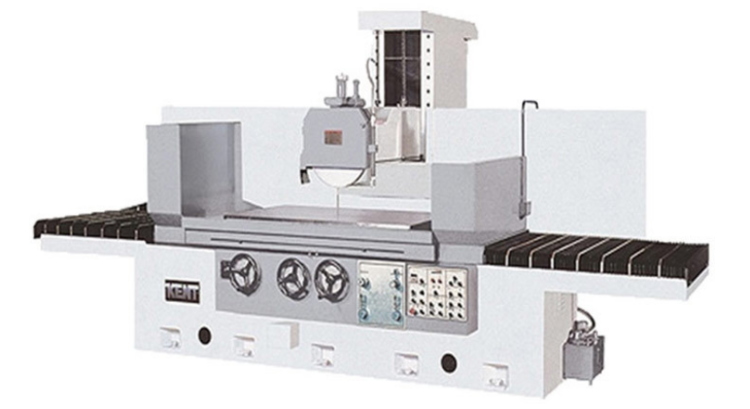
启动润滑油泵、液压油泵电动机,检查调整液压系统压力、润滑系统压力、调整磁盘。手动磨头升降,横向移动工作台,拖板移位,调整挡位开关。新安装砂轮前,应检查是否有裂纹、缺口,安装时应进行二次平衡。检查金刚笔与砂轮的相对位置。点动磨头升降机构、横向移位,调整限位挡块、开关。检查手转磨头是否轻快,关闭冷却喷头,开启冷却泵,横向进给开位,工作台往复运动,启动磨头电动机,空转15~20分钟,检查磨头主轴温升。
标签:数控平面磨床电话、深圳数控平面磨床
联系方式
广东协众智能科技有限公司