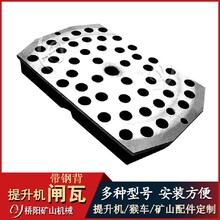
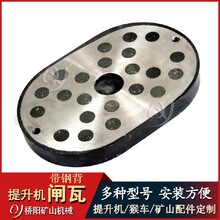
绞车刹车板卷扬机闸瓦陕西制动闸瓦
1、在安装或检修而拆装后调整绞车闸瓦间隙时,将调整螺栓向前拧入使其与闸盘贴合,这是为了避免切断柱塞上的密封圈而产生漏油现象。
2、然后分三级进行调整,即每一次冲入较大油压的1/3油压,此时由于碟形弹簧压缩使之后移。
3、随之将调整螺栓向前拧,推动与闸盘贴上,第二次冲入较大工作油压的2/3油压,第三次冲入较大工作油压调到间隙为1mm。
4、闸盘两侧每对盘形制动器的间隙应调整得相等,其偏差不应超过0.1mm,调整螺栓拧紧程度应尽量一致,否则将影响制动力。
5、调整绞车闸瓦间隙时要相应的调整返回弹簧,调整时以确保闸瓦能迅速返回为宜,弹簧预压力不易过大,以避免影响制动力矩,如返回弹簧全部压死可使制动力矩全部丧失。这里需注意液压缸后置式盘形制动器无此要求。
6、闸瓦与闸盘的接触面积大于60%,为确保接触面积以减少贴摩时间,并确保闸瓦与制动液压缸安装后垂直,应先将其取下,以衬板为基准刨削闸瓦,直到刨平,再装配到制动器上。
提升机绞车闸瓦带钢背闸瓦产生故障原因
1、在提升机绞车闸瓦的生产过程中,如果铁粉,石墨,树脂等材料的比例不符合要求,当铁粉过多时,经过长期摩擦,高温反复淬火处理冷却后,铁粉熔化并变成氧化铁,并且氧化铁的硬度,就像轮刀一样,轮面会变成几个圆周槽,被削下的铁屑会逐渐堆积在制动闸瓦和轮踏面之间导致摩擦,火花甚至会导致矿山提升机等设备停止运行,从而影响工作安全和效益。
2、在制造过程中,闸瓦背面和闸瓦体没有牢固地结合在一起,闸瓦背的梅花孔抓地力不足,制动闸瓦的曲率与制动闸瓦支撑和车轮的曲率不一致,踏、裂纹和脱离出运行路线;运输和处理不当,在运输和处理过程中不小心处理摔倒方法,从而导致某些制动闸瓦在使用前破裂并变形。

矿用绞车闸瓦用摩擦材料制成的瓦状制动块,以压缩空气为动力,通过控制传动装置使闸瓦压紧车轮踏面产生摩擦而形成的制动力,在制动时抱紧车轮踏面,通过摩擦使车轮停止转动。