东特440C圆钢,潜江高场街道零售440C板材圆钢
热加工规范:①钢锭加热温度1130℃~1150℃,开始温度1080~1095℃,终止温度850~900℃,冷却方式为砂冷。
退火:温度850℃~870℃,时间4~6h,冷却速度30℃/h,冷至600℃,出炉空冷。
再结晶退火:温度730-750℃,出炉空冷。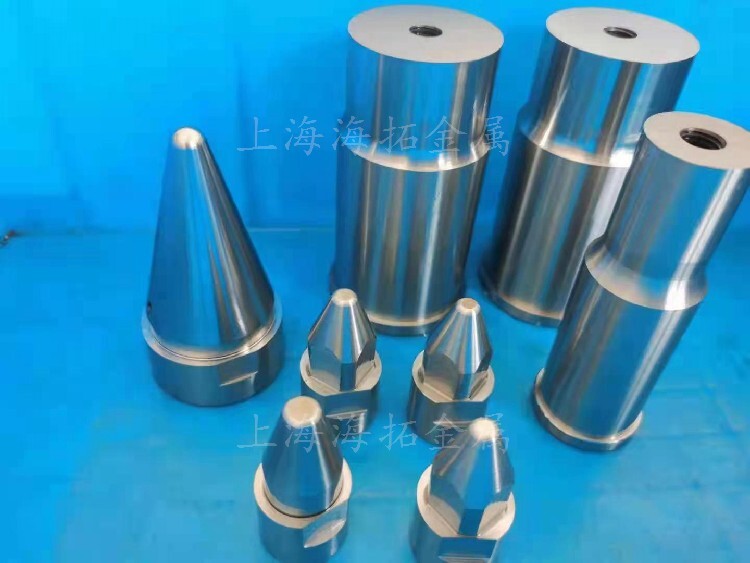
适宜制造在腐蚀环境条件下又要求高负荷、高耐磨的塑料模具。也用于手制刀及厂制刀具。
440C硬度通常达到热处理52-56HRC,耐蚀性和韧性较强。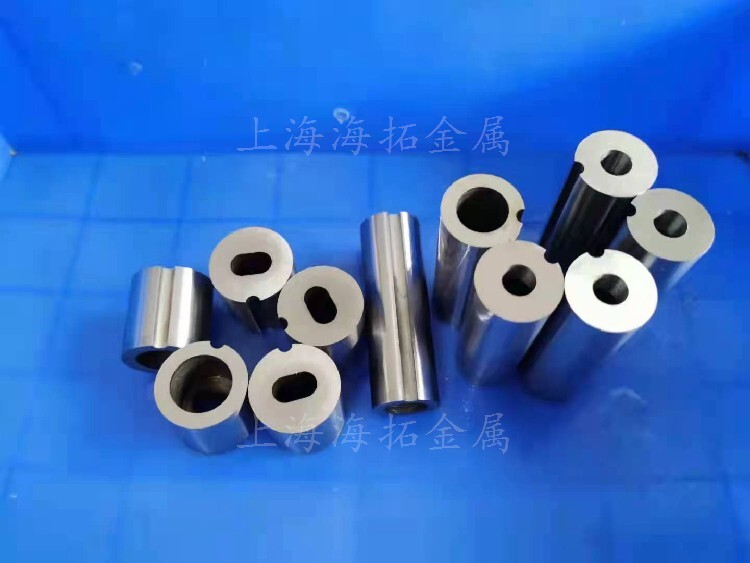
440C适用范围:440C主要用于制造在腐蚀环境和无润滑强氧化气氛中工作的轴承零件。
440C具有较好的高温尺寸稳定性,所以也可以作为耐腐蚀高温轴承钢使用。
另外,还可以用来制造的刀具,如医用手术刀,剪刀,喷嘴、轴承等。440C承受动载荷的能力较低。
440C化学成分:
铬 Cr:16.0~18.0
碳 C :0.95~1.1
锰 Mn:≤0.8
硅 Si:≤0.8
硫 S :≤0.030
磷 P :≤0.035
镍 Ni:≤0.6
钼 Mo:0.4~0.7
出厂硬度:≤269HB
真空热处理淬火、回火:55-58HRC
440C机械性能:
内应力(250 N/mm2)
抗拉强度(560 N/mm2)
软化退火:退火温度800-840℃,冷却到500℃出炉空冷,珠光体组织。应用模具·耐腐蚀的模具等·用于制作要求具有不锈性或者是耐弱介质的以及耐稀氧化性酸·有机酸和盐类等腐蚀的刀剪。
大批生产用重载模具,常以C12MoV·Cr12Mo1V1等钢做凹模,以高速钢做凸模。现趋向于选用SKD11,DC53,YXR3,LD等新型高强韧模具钢。
冷作模具钢的工作条件及性能要求:冷作模具钢在工作时,由于被加工材料的变形抗力比较大,模具的工作部分承受很大的压力、弯曲力、冲击力及摩擦力。因此,在正常情况下,冷作模具钢的失效形式主要是过度磨损,但也有因断裂、崩块和变形超差而提前失效的。









