北京20#焊接弯头联系方法,SP-75弯头
热推弯头成形工艺是采用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。 热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
冲压成形弯头是早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。
冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。冷挤压弯头的成形过程是使用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。
采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
为改善不锈钢弯头耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较好一些,采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
不锈钢弯头具有一定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和耐磨性能。通常用于电站、化工、石油等设备材料。不锈钢弯头焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条。
特点:
(1)适用范围广:弯头适用于各种尺寸和类型的管道,能适应不同的施工环境和安装要求。
(2)安装方便:弯头使用简单,操作方便。安装时,只需将弯头放在需要弯曲的管子上,调整角度和长度即可。
(3)节材:与直管相比,用弯头弯管可以减少材料用量,从而降低成本。
(4)易于维修和更换:弯头使管道的弯曲部分更易于维修和更换。修理或更换管道时,只需更换相应的弯头,方便快捷。
弯头是一种常用的管件,广泛应用于管道工程、建筑装饰、工业制造等领域。它通过直管段和弯曲管段的组合来实现管材的弯曲,以满足各种施工环境和安装要求。弯头具有适用范围广、安装方便、节省材料、便于维修更换等特点。是管道系统中不可缺少的配件之一。通过了解弯头的用途和工作原理,可以更好地使用这一配件,提高管路系统的施工质量和安全性能。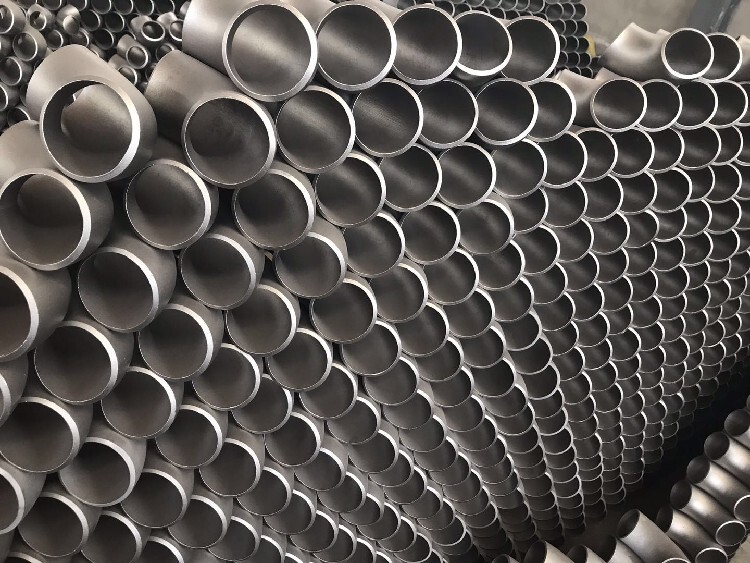
运输中要保护好管接头不受损坏、锈浊等,管接头孔要用塑料帽、堵保护好,在工作现场安装时才能去掉。拆知或更换时,应在相关液乐卸载后操作,防止伤人。接通各个液乐管路前,放出少许乳化液冲刷系统和液乐部件,以免赃物带入系统。在进行检修工作中,绝不能带压拆卸,需要拆卸更换时,关闭主进液管路。









