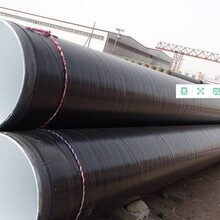
本溪预制保温管件全套设备
2024-11-09 01:13:43
热处理:按照热处理工艺,将弯头入炉热处理。
表面处理:热处理后的管件用喷砂机将表面氧化皮去除。
表面处理完后对弯头焊缝进行的射线检测,Ⅱ级合格。
力学性能检测:根据相关标准,对弯头进行力学性能试验,确保弯头的力学性能达标,检测项目及取样方位应符合相关标准要求的规定。
端部加工:按设计确认图纸进行机械端面加工坡口。距管端50mm范围内,内外焊缝余高用角磨机磨削。
外观检测:
弯头不得有裂纹等现象存在,表面应无硬点。
弯头管体上的任何缺陷不允许焊接修补。
尺寸检测:由公司相关检测人员,根据图纸及管件的相关标准要求进行尺寸检测,并满足其公差要求。
表面处理:弯头内外表面应光滑,无有损强度及外观缺陷,如结疤、划痕、重皮等,发现缺陷后应修磨处理,修磨处的减薄量不小于原壁厚的93.5%,修磨处应圆滑并用着色剂或磁粉探伤确认缺陷清除为止。
三通不得有裂纹、过烧、过热等现象存在,表面应无硬点。
三通支管根部不允许有明显褶皱。
三通管体上的任何缺陷不允许焊接修补。
由相关检测人员,根据相关标准要求进行尺寸检测,并满足其公差要求。
三通内外表面应光滑,无有损强度及外观缺陷,如果有缺陷应修磨处理,减薄量要不小于原壁厚的93.5%,直到确认缺陷清除为止。
标签:预制保温管件全套设备、本溪预制保温管件
联系方式
河北央圻管道有限公司