防水卷板卷圆加工结构
2024-06-28 04:02:09
钢板卷板的工艺过程和注意事项:卷板前,应对设备加注润滑油,开空车看其传动部分是否运行正常,并根据需要调整滚轴间的距离;加工的板材厚度不能超过设备允许的大厚度;卷制直径很大的圆筒时,有行车配合,以防止钢板因自重使已卷过的圆弧部分回直或压扁;卷制板材末端时,操作人员应站在两端,以防钢板下滑而发生事故;在卷圆过程中应用配套内圆样板检查钢板的弯曲度;在室温低于-20℃时,应停止卷板,以免钢板因冷脆发生开裂.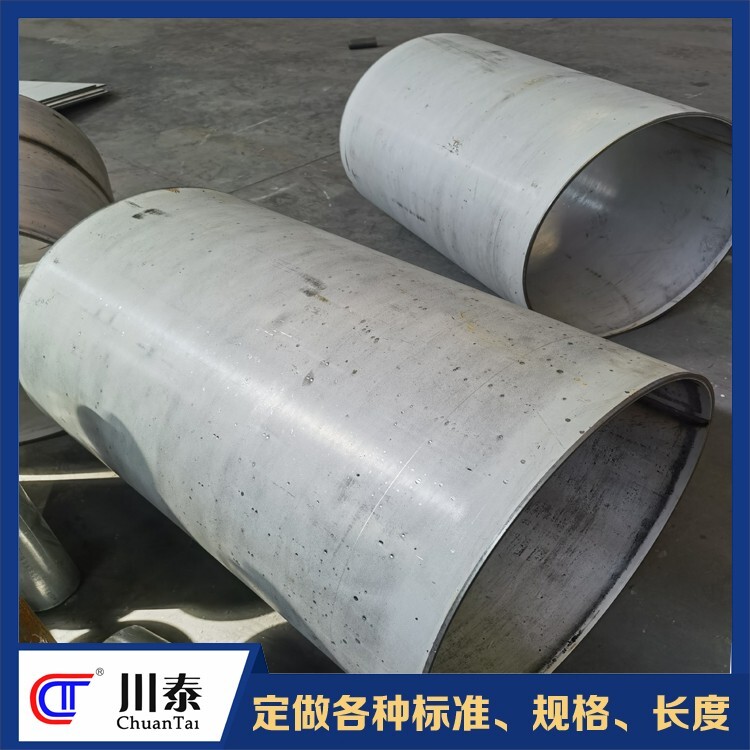
卷板机机体的内侧设置有压辊,滑槽的内侧两端设置有旋转轴,螺纹杆贯穿左侧的滑槽的上侧,电机通过连接轴与旋转杆相连接,同时旋转杆设置在卷板机机体的内侧,贯穿第二压辊,第二压辊设置在压辊的下方,同时旋转杆的右端与卷板机机体相连接,活动杆下端设置有齿轮,齿轮之间通过传送链相连接。需要什么形状就把活动杆的齿轮调紧或者松一些,来得到所需的弧度。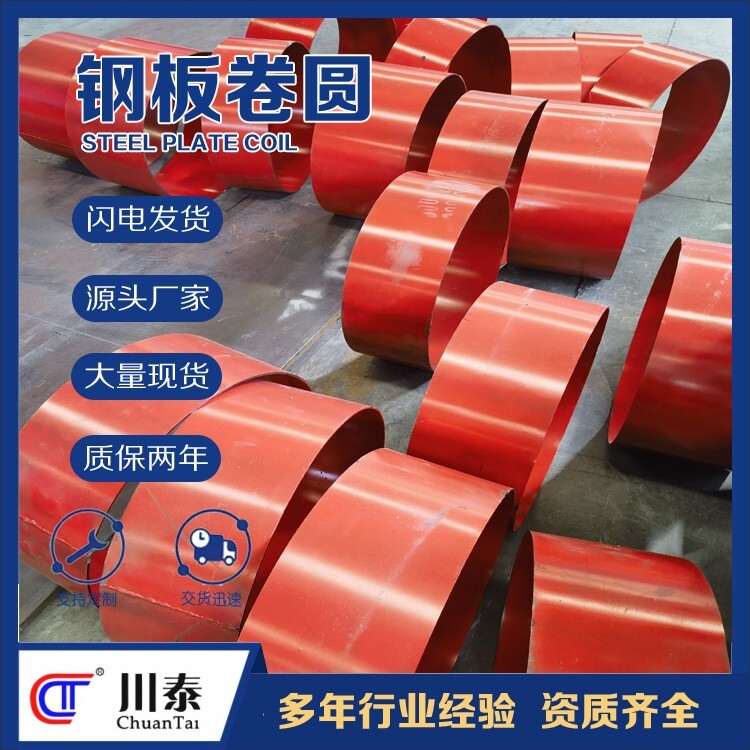
上辊装置一般是由主油缸、上辊轴承座、上辊还有双列调心的轴承这些部分组成的。其中上辊是卷板机运行使用的重要部件,其中上辊的两端轴颈使用的是特宽型的双列滚动轴承,因为使用的是调心滚子轴承,所以会更加有利于主辊的倾斜便于卷锥。
标签:防水卷板卷圆加工、卷板卷圆加工结构
联系方式
成都市川泰聚好阀门有限公司









