河北保定竞秀区全新汽车内饰件烘干机安全可靠,内饰件烘干机
汽车内饰件烘干机这种适应性允许涂装商创建占地面积更小的新生产线,或修改现有生产线以确保满负荷生产。带有后烘烤的UV固化生产线配置提供了多种好处。紫外固化前的短暂溶剂挥发过
程,可以产生不指粘的表面,同时减少了会在长时间烘烤过程中产生的灰尘积累,从而减少了废料。
汽车内饰件烘干机工艺可以采用两条不同的路径。由于快速的表面固化,在短暂溶剂挥发工段之后的UV固化,可以减少灰尘的堆积/碎屑。然后可以进行后烘烤以继续热固化,可以通过在产线末
端增加紫外灯的方式,对已有的热固化产线进行改装。结果是涂装商能够使用各种涂料,而无需安装新的生产
隧道炉操作流程
在确认烘道传送带上无任何障碍物情况下,先打开电源总开关。
打开加热开关,在温度没有达到设定温度之前先别上料,待温度达到设定的温度时开始上料。(注:在上料时请确认传送带和发热灯管正常)
在烘道停机前先停止上料,当传送带上的物料传送完成之后,先关掉加热器开关,然后等待温度降到30摄氏度范围内再把传送开关关掉
待传送停止之后,关掉总电源。
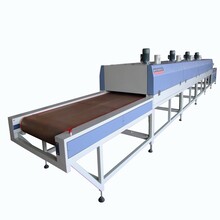
汽车内饰件烘干机特点:
采用国外技术设计制造,结构、拆装简便、外形美观。
选用国内新型保温材料,隔热保温性强,选用远红外加热技术,加热元件布置合理,能源消耗低。
汽车内饰件烘干机采用热风循环使炉内温度更均匀,确保烘烤产品质量。电控柜内采用数码自动控温系统,在常温-200度之间可以任意调节,反应灵敏,工作可靠。可根据用户产品要求,设计制造各种非标烘箱及通过式烘道流水线。
汽车内饰件烘干机主要参数说明:
电源:电压工业用电 总功率:大约(定做非标)KW 。
脚架材质:采用国标方通焊接制作.;
炉体外围板釆用冷板折弯焊接制作;
炉体保温材质:采用厚岩棉制作;
炉体内部材质:釆用不锈钢板折弯焊接制作;