黑龙江高功率石墨电极厂家批发,聚兴碳素石墨电极
石墨电极与传统铜电极的设计不同。许多模具厂通常在铜电极的粗加工和精加工有不同的预留量,而石墨电极则使用几乎相同的预留量,这减少了CAD/CAM和机器加工的次数,单是这个原因,就足以在很大程度上提高模具型腔的精度。
另外,石墨分为不同的等级,在特定的应用程序下使用适当等级的石墨和电火花放电参数才能达到理想的加工效果,若在使用石墨电极的火花机上操作人员使用与铜电极相同的参数,那么结果肯定是令人失望的。如果要严格控制电极的物料,可将石墨电极在粗加工时设于非损耗状态(损耗少于1%),但铜电极则不使用。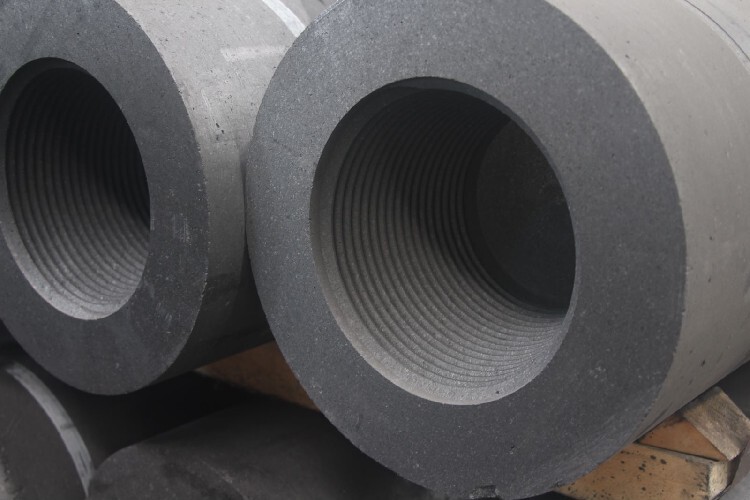
注意事项
1、受潮湿的石墨电极,使用前要烘干。
2、去除备用石墨电极孔上的泡沫塑料保护帽,检查电极孔内螺纹是否完整。
3、用不含油和水的压缩空气清理备用石墨电极表面和孔内螺纹;避免用钢丝团或金属刷砂布清理。
4、将接头小心地旋入备用石墨电极一端(不建议将接头直接装入炉上撤换下来的电极)的电极孔内,不得碰撞螺纹。
5、将电极吊具(建议采用石墨材质的吊具)拧入备用电极另一端的电极孔内。
6、起吊电极时,垫松软物到备用电极装接头一端的下面,以防止地面碰损接头;用吊钩伸入吊具的吊环后吊起,吊运电极要平稳,防止电极由B端松脱或与其它的固定装置碰撞。
7、将备用电极吊到待接电极上方,对准电极孔后慢慢落下;旋转备用电极,使螺旋吊钩与电极一起转动下降;在两支电极端面相距10-20mm时,再次用压缩空气清理电极两个端面和接头的裸露部分;在后完全下放电极时,不可过猛,否则因猛烈碰撞,会导致电极孔和接头的螺纹受损。 8、用力矩扳手拧备用电极,直到两支电极的端面紧密接触为止(电极和接头的正确连接夹缝小于0.05mm)。
应用领域:
(1)用于电弧炼钢炉;我国电炉钢产量约占粗钢产量的18%左右,炼钢用石墨电极占石墨电极总用量的70%~80%。电炉炼钢是利用石墨电极向炉内导入电流,利用电极端部和炉料之间引发电弧所产生的高温热源来进行冶炼。
(2)用于矿热电炉;矿热电炉主要用于生产工业硅和黄磷等,其特点是导电电极的下部埋在炉料中,在料层内形成电弧,并利用炉料自身的电阻所发出的热能来加热炉料,其中要求电流密度较高的矿热电炉需用石墨电极,例如每生产1t硅需消耗石墨电极约100kg,每生产1t黄磷需消耗石墨电极约40kg。
(3)用于电阻炉;生产石墨制品的石墨化炉、熔化玻璃的熔窑和生产碳化硅用的电炉等都属于电阻炉,炉内所装物料既是发热电阻又是被加热对象,通常,导电用的石墨电极嵌入电阻炉端部的炉头墙中,用于此处的石墨电极不连续消耗。
(4)用于制备异型石墨产品;石墨电极的毛坯还用于加工成各种坩埚、模具、舟皿和发热体等异型石墨产品。
石墨具有良好的化学稳定性。特种加工石墨更是具有耐腐蚀、导热性好、渗透性低等特点,广泛应用于换热器、反应池、冷凝器、燃烧塔、吸收塔、冷却器、加热器、过滤器、泵等设备的制作。这些设备应用于石化、湿法冶金、酸碱生产、合成纤维、造纸等工业部门,可节约大量金属材料。
后呢是石墨电极材料的平均颗粒直径,石墨电极材料的平均颗粒直径直接影响到材料放电的状况。材料的平均颗粒越小,材料的放电越均匀,放电的状况越稳定,表面质量越好。颗粒越大,放电的速度就越快,粗加工的损耗越小。主要是放电过程的电流强度不同,导致放电的能量大小不一。但是放电后的表面光洁度也会随着颗粒的变化而变化。