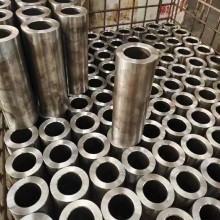
张家口气缸管无缝油缸筒材质规格内径表面处理
冷拔油缸管 冷拔油缸管绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
油缸管根据液压缸的要求,可配套国产珩磨机除去冷拔管的磷化层和提,珩磨量一般只有0.2mm。这种管材被徐州工程机械集团徐州液压件厂大批量采用生产液压缸(1998年用了1000多吨)并随其主机打入国际市场。采用本项技术开发成功的石油泵(1200mm硬活塞,6300mm行程)筒管,取代了同类进口管,被大港油田大港石油机械厂(850吨/1998年)用于从美国引进技术和关键设备建成的API整筒抽油泵生产线,其产品达到ASTM-A513-84a标准。自1989年开始,采用本项技术的企业已先后向国内煤炭机械厂大批量提供了冷拔27SiMn钢管。
由于精密钢管内外壁无氧化层、承受高压无泄漏、、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。 精密管生产工艺 精密钢管的生产流程和普通的无缝管一样,就是多了道后酸洗冷轧的程序。精密钢管工艺流程 管坯--检验--剥皮--检验--加热--穿孔--酸洗钝化--修磨--润滑风干--冷轧--去油--切头--检验--标识--成品包装。
冷拔钢管生产工艺浅析 冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。 依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。
冷拔管的特点: 精密冷拔管是冷拔管中的一种,与普通产品相比,具有很高的精度。而我们要了解的就是关于精密冷拔管的主要特点和用途,以下就是详细的介绍: 精密冷拔管是通过工艺,也就是冷拔处理后的一种高精密的钢管材料,所以使得产品具有很多优点,包括管材内外壁没有氧化层、承受高压没有泄漏、、高光洁度、冷弯不变形、扩口、压扁无裂缝等。 冷拔管的矫直主要分为热矫直和冷矫直,这过程中,温度的控制是关键。矫直温度过高,冷拔管会出现因冷却不均咋成的瓢曲现象;价值温度过低,又会增加冷拔管的矫直抗力,增加矫直的难度。
冷拔精密钢管能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。 三、生产工艺 生产的冷拔钢管生产工艺流程如下:进料——外观检查——机械清理——机械清理——退火——矫直——管头加工——酸洗——中和——水 洗——鳞 化——皂 化——拉 拔——检 查——切定尺——珩 磨——端部加工——矫 直——总装——试压——装