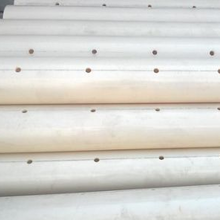
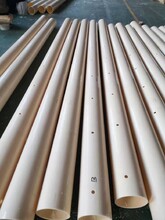
苏州承接ABS穿孔排泥管,水厂絮凝池ABS穿孔排泥管
排泥管排泥不均匀时始端会出现积泥时间过长,穿孔管孔眼附近的泥层含水率减少,而排泥的作用水头是有限的,当含水率降低到一定限度,池内水的静压力无法推动孔眼附近的泥层时,孔眼即遭堵塞。并且,随着时间的推移,排泥管会发生孔眼被堵塞的连锁反应,导致沉淀池被迫停产并进行事故修理,不仅增加了维护费用,还会影响水厂的运行。
在长期的运营中,如果某次泥积存的时间过长,穿孔管孔眼附近的作用水头是有限的,当含水率低到一定的限度池内水的净水压力无法排动孔眼附近的泥层时,此孔即遭堵塞。
安装要求
安装精度:每一个喷嘴与穿孔管每一个孔眼对中其中心线允许差为5mm安装完毕后通水试验能见到每个喷嘴射流水柱均能进入孔眼。
牢固性:喷嘴及其管系安装牢固,在泥砂堆压、人员在池内工作、喷嘴工作时的反作用力以及震动等因素均不会影响上述安装精度发生变化。
ABS管材管件,常用于化工、轻工、矿冶、油田、电子、制药、酿造、食品加工、建筑、民用上下水等领域,起输送各种腐蚀性介质和高纯介质的作用,尤其适用于水处理及环保系统。本产品耐腐蚀、耐酸碱,可替代不锈钢、衬胶、镀锌管,既,又省钱。
大部分ABS是的,不透水,但略透水蒸气,吸水率低,室温浸水一年吸水率不超过1%,而物理性能不起变化。ABS树脂制品表面可以抛光,能得到高度光泽的制品。比一般塑料的强度高3-5倍。
成型性能
1. 无定形材料,流动性中等,吸湿大,充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时;
2. 宜取高料温,高模温,但料温过高易分解(分解温度为>270℃)。对精度较高的塑件,模温宜取50-60℃,对高光泽、耐热塑件,模温宜取60-80℃;
3. 如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法;
4. 如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置;
5. 冷却速度快,模具浇注系统应以粗,短为原则,宜设冷料穴,浇口宜取大,如:直接浇口,圆盘浇口或扇形浇口等,但应防止内应力增大,必要时可采用调整式浇口。模具宜加热,应选用耐磨钢;
6. 料温对塑件质量影响较大,料温过低会造成缺料,表面无光泽,银丝紊乱料温过高易溢边,出现银丝暗条,塑件变色起泡;
7. 模温对塑件质量影响很大,模温低时收缩率,伸长率,抗冲击强度大,抗弯,抗压,抗张强度低。模温超过120℃时,塑件冷却慢,易变形粘模,脱模困难,成型周期长;
8. 成型收缩率小,易发生熔融开裂,产生应力集中,故成型时应严格控制成型条件,成型后塑件宜退火处理;
9. 熔融温度高,粘度高,对剪切作用不敏感,对大于200克的塑件,应采用螺杆式注射机,喷嘴应加热,宜用开畅式延伸式喷嘴,注塑速度中高速。