粉料气力输送泵制造商
2024-06-27 14:38:56
化工行业中的粉体产品种类多,粉体产品的粒子特性(如粒径、密度、形状、硬度和脆性),以及散料特性(如堆积密度、粒径分布、空隙率、流动性、透气性、存气性/去气性、休止角、内摩擦角、壁摩擦角、滑动角、可压缩性、黏性、吸潮性、含水率、温度、静电特性、热敏感性和自然分解等)各不相同,化工特性又涉及可燃性、 爆炸性、腐蚀性和毒性等,这些限制了部分粉体输送设备在化工行业的推广应用。
数十年来,随着安全、环保、职业卫生、噪声、防火、防爆、防尘及防静电等方面的标准要求提升,以及实现多点进料或者多点出料等功能的需求,粉体投料设备的结构、性能等得到不断改进。
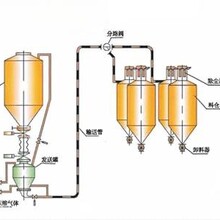
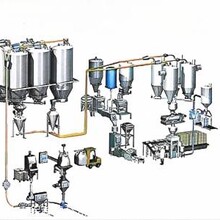
粉体输送系统所有物料均在管道内运行,整个流程全部密闭化,比较容易达到安全环保要求;有关正压气力输送设备的标准和规范虽然不完善,但是已经具备了一定的参考价值。可以实现长距离输送,输送能力强。例如管链输送机输送长度原则上不超过50m,但气力输送长度可以达数百米;
标签:粉体输送系统、粉料气流输送系统
联系方式
山东乐驰环保科技有限公司