鞍山自动激光焊接机-全一激光科技
焊接控制系统的集成是人与技术的集成和焊接技术与信息技术的集成。集成系统中信息流和物质流是其重要的组成部分,促进其有机地结合,可大大降低信息量和实时控制的要求。注意发挥人在控制和临机处理的响应和判断能力,建立人机圣诞的友好界面,使人和自动系统和谐统一,是集成系统的不可低估的因素。
电子技术、计算机微电子住处和自动化技术的发展,推动了焊接自动化技术的发展。特别是数控技术、柔性制造技术和信息处理技术等单元技术的引入,促进了焊接自动化技术革命性的发展。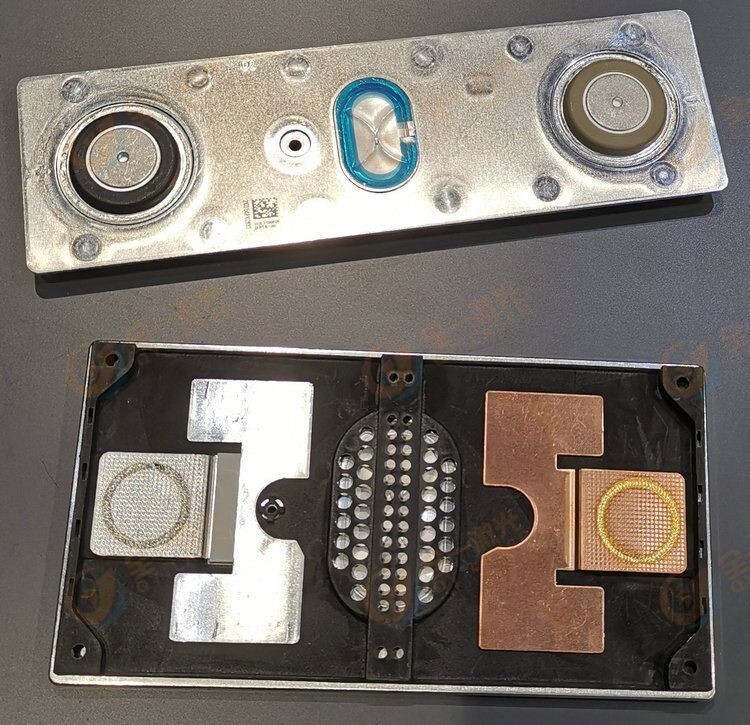
在八十年代初期,激光焊以其特的优点进入粉末冶金材料加工领域,为粉末冶金材料的应用开辟了新的前景,如采用粉末冶金材料连接中常用的钎焊的方法焊接金刚石,由于结合强度低,热影响区宽特别是不能适应高温及强度要求高而引起钎料熔化脱落,采用激光焊接可以提高焊接强度以及耐高温性能。
激光拼焊技术在国外轿车制造中得到广泛应用,据统计2000年全球范围内剪裁坯板激光拼焊生产线超过100条,年产轿车构件拼焊坯板7000万件,并继续以较高速度增长。国内生产引进车型也采用一些剪裁坯板结构。日本以CO2激光焊代替闪光对焊进行制钢业轧钢卷材的连接,在超薄板焊接的研究,如板厚100微米以下的箔片,无法熔焊,但通过有特殊输出功率波形的YAG激光焊得以成功,显示激光焊的广阔前途。日本还在世界上成功开发将YAG激光焊用于核反应堆中蒸气发生器细管的维修等,在国内还进行齿轮激光焊接技术。
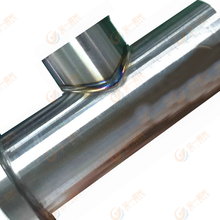
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
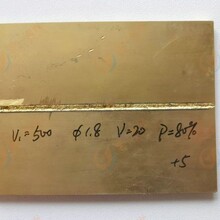
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
商家推荐产品



相关推荐


相关阅读
-

六安定制方案机器人地轨生产厂家
重复定位精度±0.05mm品牌广州第七轴负载80kg-3T相比多台机器人覆盖大区域,单台机器人配行走轴性价比更高。一台机器人靠行走轴就能完成多台工作,减少机器人采购量,降低控制系统、周边设备及维护成本。其结构简单紧凑、占地小,还节省厂房建设与安装成本,实
2025年01月27日 03:07:01
-

黄山定制方案机器人地轨价格
品牌广州第七轴负载80kg-3T重复定位精度±0.05mm机器人本身工作半径固定,限制较大。机器人地轨可沿轨道线性运动,极大地拓展了机器人作业范围,从点到线、从线到面全方位覆盖。在大型车间物料搬运或复杂结构件加工时,它能让机器人精准抵达目标位,提升生产布
2025年01月27日 03:07:01
-

贵港桁架式机械手生产方案,三轴龙门桁架机械手
品牌广州第七轴Z轴末端负载50-2900kg重复定位精度±0.1mm桁架式机械手是一种专为自动化生产线设计的灵活高效的物料搬运设备。它主要由坚固的桁架结构作为支撑框架,配合精密的机械臂系统,在三维空间内实现精确、快速的移动和定位。这种机械手通过先进的驱动系
2025年01月27日 03:07:00
-

毕节性能稳定大跨度桁架机器人价格,自动化桁架机械手
品牌广州第七轴Z轴末端负载50-2900kg重复定位精度±0.1mm减少摩擦作为大跨度桁架机器人的工作条件之一,大跨度桁架机器人也应尽可能减少机械间隙带来的运动误差。因此,在设计桁架机械手时,机械手各关节的承载距离应尽可能远。它可以很小,每个关节都应该有一
2025年01月27日 03:07:00
-

大兴安岭工艺加热燃烧器,燃烧器现货供应
燃料系统的功能在于保证燃烧器燃烧所需的燃料。燃油燃烧器的燃料系统主要有:油 管及接头、油泵、电磁阀、喷嘴、重油预热器;燃气燃烧器主要有过滤器、调压阀、电磁阀组、点火电 磁阀组。光敏电阻:多用于轻油、重油燃烧器上,其功能和工作原理为:光敏电阻和
2025年01月27日 03:06:37
-

江北槽式超声波清洗机可按需定制
产品优势: 1.本测量仪设计精巧,结构合理,操作简单,测量准确。 2.设备安装简单,操作方便,适用性广,即开即用。 3.备货充足,确保快速发货,安心无忧。 4.可测量各种超声波参数,并实时显示。 5.可在现成的生产线上或实验室使用。 6.可方便监测清洗环境中
2025年01月27日 03:06:07





