订制振动摩擦机总代,振动摩擦机模具订制振动摩擦机
东莞市欣宇超声波机械有限公司为您提供大量关于订制振动摩擦机,振动摩擦机模具,等方面的信息和资料。
30 线性振动摩擦焊接机是于焊接大型或不规则形状热塑性工件的塑料焊接设备。该设备大可以焊接
1200mm 长 520mm 宽的大型塑料工件及多种较小尺寸塑料工件。30 配备数字振动变频功率源,具有自动谐振和频率自动追踪调整功率功能。
本机使用便于操作的触摸屏控制显示及控制软件。溶接强度高,品质好,多用于大型汽车零部件、塑 胶产品、家用电器、办公自动化零件业。
整机尺寸:宽 1240mm 长 2204mm 高 2204mm
上模具重量:5-30kg
驱动板尺寸:宽 420mm 长 760mm
设备特点
使用高频率,摩擦效果好自动保持振幅恒定
可控制输出功率
焊接模式设定:深度、时间自动谐振功能
多阶段熔接
易于操作的触控显屏多种语言界面
储存操作条件替换治具方便装有隔音装置 适用于几乎所有的热可塑性塑料焊接,往复运动方向上具有允许的无约束运动焊缝的制件,中型或大型制件。
适用于几乎所有的热可塑性塑料焊接,往复运动方向上具有允许的无约束运动焊缝的制件,中型或大型制件。
振动焊接的材料因素与超声焊接类似:无定形材料比半结晶聚合物更适合采用振动焊接的类似。
环形振动焊接可连接焊区尺寸与焊区到旋转轴的距离近似相等的制件。
线性振动焊接用在允许一个方向上线性振动的成套制件上。
接头当被连接的整个表面是平的或稍向平面外弯曲时,对制件来说振动焊接工艺是理想的。
公司简介:
东莞市欣宇超声波机械有限公司是一家集设备技术开发、生产、销售、服务为一体的综合性企业。
主要经营:
振动摩擦焊接机、超声波焊接机、高周波熔断机、热板机、旋转熔接机、高频感应加热机、双头超声波焊接机、三头超声波焊接机、高频感应加热机、旋转熔接机、精密智能型超声波焊接机、八工位超声波焊接机、吸塑包装机、多功能塑胶热熔机、高周波同步熔断机、单头高周波熔接机、双头高周波机、双头同步熔断机、自动高周波机、超声波、摩擦模具、高周波模具等。 初始启动步骤
初始启动步骤
连接电源,气源
打开空气阀门,此时隔音门是开着的
打开NFB开关(在侧面控制部门内)
打开主电源开关顺时针方向施转
在手动操作画面上选择打开油压系统电源
安装上下治具
在手动模式中安全打开隔音门
在手动模式中安全下降工作台面
进行自动频率谐振
设定焊接条件
在自动模式中试焊产品
找佳焊接条件
储存焊接条件
佳条件上生产成品
焊接完毕时
在手动模式中关闭隔音门
关掉住电源, 逆时针方向旋转
后续反复启动步骤
打开主电源(Key Power Switch) Step 2. 打开油压系统电源
安装治具
拨出相应焊接条件
在自动模式中焊接产品 要正确安装上下治具才能正常调试及焊接产品.治具如下图分为上治具及下治具.
要正确安装上下治具才能正常调试及焊接产品.治具如下图分为上治具及下治具.
治具安装
打开隔音门,升降台面降至治具替换位置,把治具放在工作台面上. 把下治具对准活动平台安装孔
初次使用的治具的话,松开下治具调整螺丝.
在手动操作画面,按“治具替换”,在按“台面上升”,使台面上升之与位置决定孔.
固定上治具时,请先稍稍用力手工拧入上治具固定螺丝,同时检查螺丝是否容易旋进。如不是,把治具稍微调整治具位置直至容易旋入螺丝为止.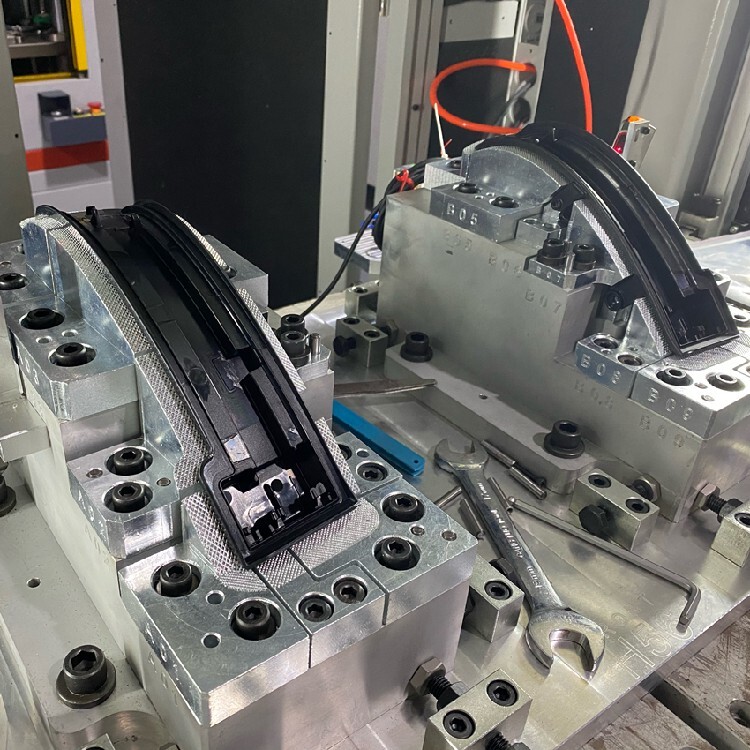 上治具
上治具
拧紧全固定螺丝
使用扭力扳手.
规定转力(Torque) : 100Nm.
上治具螺丝拧紧完,螺纹连接部长度要大概20 ~ 24mm,尽量使用合适的螺丝。
下治具
拧紧全固定螺丝
使用扭力扳手
振动板螺丝孔的固定螺丝连接部完成时,用螺旋钳的话,可能会断上治具固定螺丝。
上治具固定时,请注意拉力(Torque) 固定螺丝破损现象
固定螺丝破损现象
不会调整频率
焊接时,频率不正常
焊接品质不好
发生噪音
治具替换后,作自动谐振
使用治具时,注意事项
治具重心安装工作台面的中心
不使用欣宇超声波制作的治具时,请先联络欣宇超声波确认设定条件





