帆布通风管出售
2024-12-07 18:51:49
风管焊接成型质量好、变形小、观感好。
风管的加固形式新颖,节约成本。
将组对好的风管用夹具固定好,进行风管的纵向焊接。风管纵向焊接的接缝形式为角接焊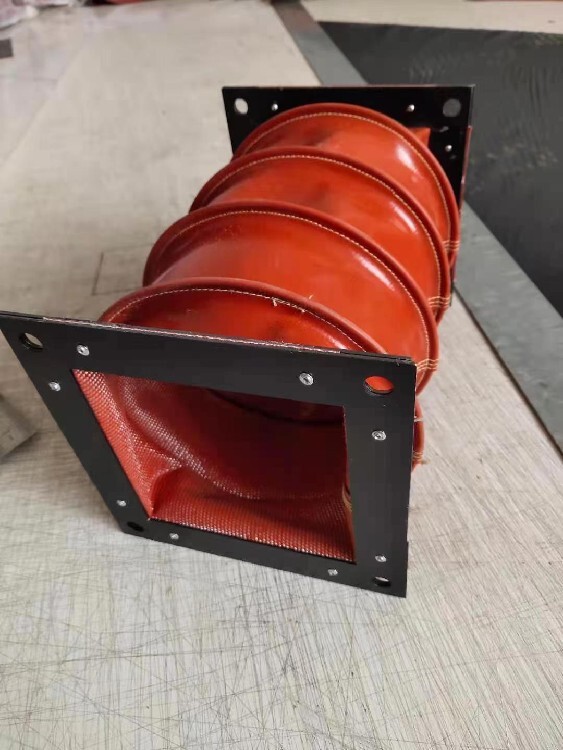
为使风管焊缝均匀地受热和冷却,以减少变形,焊接时从中间往两头逆向分段施焊;组对时先将风管点焊,用夹具将其固定后再进行焊接,焊接时形成的高温,在冷却过程中所产生的收缩变形由夹具克服,达到防止变形的目的。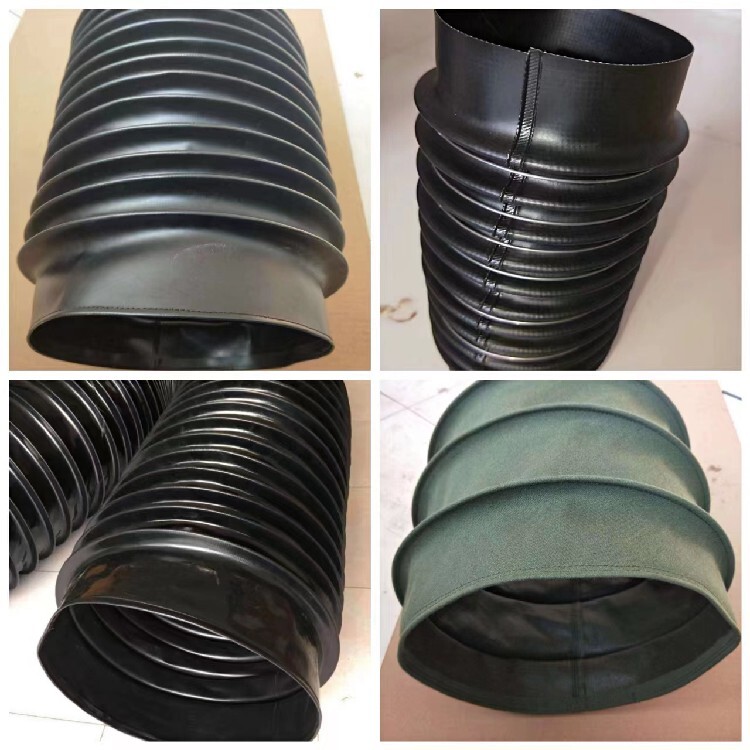
将两节成型好的风管放在夹具台上,用夹具将其固定好后,再进行横向焊接。由于风管壁厚太薄,若直接平面对焊将产生较大的变形,且不易进行操作及加固,现采用翻边对接焊的形式
风管的翻边高度控制为15mm,若翻边过小,不仅不便于焊接操作及夹具的使用,且容易使焊接时的高温传递到风管,从而引起风管的变形。若翻边过大,将浪费材料。
通风管道随着使用时间的不断增长,里面会堆积很多的杂质,这些杂质长期存储在管道内,在运转中会加快它的油凝结,温渡过高,构成气压阀、液压等部件的损坏,对正常运转构成很大的影响。所以定期的对通风管道设备进行清理是非常有必要的。
通风管道是三个月进行一次全面清洁,这样既可以平时正常的运转,还可以延长通风管道的使用寿命,对于清洁这方面的问题还有不明白的,可以通过我们的网站电话咨询我们,我们会及时给您回复!
当风管与风机衔接时,应在进出风口处加软接头,其软接头的断面尺度应与风机进出风口共同。软管接头普通可采用帆布、人造革等材料,软管长度不宜小于200,松紧度应适宜,柔性软管可缓冲风机的振荡。
风管自成法兰,减轻风管重量,与传统角铁法兰比较,节约了法兰型钢及连接螺栓,降低材料损耗。
标签:帆布通风管、通风管出售
联系方式
德州丁萱机床附件有限公司





